Конструкция пресс-формы - Injection mold construction
Эта статья включает Список ссылок, связанное чтение или внешняя ссылка, но его источники остаются неясными, потому что в нем отсутствует встроенные цитаты. (Январь 2016) (Узнайте, как и когда удалить этот шаблон сообщения) |
Конструкция пресс-формы это процесс создания форм, которые используются для выполнения литье под давлением операции с использованием термопластавтомат. Обычно они используются для изготовления пластиковых деталей с использованием сердечника и полости.
Пресс-формы бывают двух- или трех-пластинчатыми, в зависимости от типа изготавливаемого компонента. Для пресс-формы с двумя пластинами требуется один день освещения, а для пресс-формы с тремя пластинами - два дня. Конструкция пресс-формы зависит от формы компонента, которая определяет выбор линии разделения, выбор направляющих и ворот, а также выбор системы выброса компонентов. Размер основы пресс-формы зависит от размера компонента и количества полостей, которые необходимо запланировать для каждой пресс-формы.
Соображения по дизайну
- Тяга: требуется как в сердечнике, так и в полости для облегчения извлечения готового компонента
- Допуск на усадку: зависит от усадочных свойств материала сердцевины и размера полости.
- Контур охлаждения: чтобы сократить время цикла, вода циркулирует через отверстия, просверленные как в пластине сердечника, так и в пластинах полости.
- Зазор выброса: Зазор между лицевой стороной пластины выталкивателя и лицевой стороной задней пластины сердечника должен соответствовать размеру сердечника. Это должно позволять полностью вынуть компонент из формы.
- Вентиляционные отверстия: удаляют газы, захваченные между сердечником и полостью (обычно зазор менее 0,02 мм), поскольку чрезмерные зазоры могут привести к дефектам вспышки.
- Полировка формы: сердцевина, полость, направляющая и литник должны иметь хорошую чистоту поверхности и должны быть отполированы по направлению потока материала.
- Заполнение формы: шибер следует разместить так, чтобы компонент заполнялся от более толстой части к более тонкой.


Элементы
- Регистрирующее кольцо - совмещает винты литьевой машины с литьевой формой. Обычно изготавливается из цементированной, средней углеродистая сталь материал (CHMCS).
- Литниковая втулка - втулка имеет конусное отверстие от 3 ° до 5 ° и обычно изготавливается из CHMCS. Материал попадает в форму через втулку литника.
- Верхняя пластина - используется для зажима верхней половины формы на движущейся половине формовочной машины и обычно изготавливается из мягкая сталь.
- Пластина с полостью - пластина, используемая для создания полости (через зазор), которая будет заполнена пластиковым материалом и образует пластиковый компонент. Обычно из низкоуглеродистой стали.
- Основная пластина - основная пластина выступает в место полости и создает полые участки в пластиковом компоненте. Эта пластина-сердечник обычно изготавливается из закаленной горячештамповочной стали P20 без закалки после обработки стержня.
- Втулка съемника литников - Втулка съемника литников используется для размещения пальца съемника литников; обычно изготавливается из CHMCS.
- Штифт съемника литника - Штифт съемника литника вытягивает литник из втулки литника. Обычно изготавливается из CHMCS.
- Задняя пластина сердечника - она удерживает вставку сердечника на месте и действует как «усилитель». Обычно он изготавливается из мягкой стали.
- Направляющая стойка и направляющая втулка - Направляющая стойка и направляющая втулка выравнивают неподвижную и движущуюся половины формы в каждом цикле. Корпуса обычно изготавливаются из среднеуглеродистой стали и имеют более высокую твердость.
- Направляющая стойка выталкивателя и направляющая втулка - эти компоненты обеспечивают выравнивание узла выталкивателя, чтобы не повредить штифты выталкивателя. Обычно они изготавливаются из CHMCS. Направляющая стойка обычно имеет более высокую твердость, чем направляющая втулка.
- Пластина выталкивателя. Она удерживает штифты выталкивателя и обычно изготавливается из мягкой стали.
- Задняя пластина выталкивателя - предотвращает расцепление выталкивающих штифтов; обычно из мягкой стали.
- Пяточные блоки - обеспечивают зазор для узла выталкивателя, так что готовый компонент выталкивается из сердечника. Обычно из низкоуглеродистой стали.
- Нижняя пластина - зажимает нижнюю половину формы с фиксированной половиной формовочной машины; обычно из низкоуглеродистой стали.
- Центрирующая втулка - обеспечивает выравнивание между нижней пластиной и задней пластиной сердечника; обычно изготавливается из CHMCS.
- Кнопка отдыха - поддерживает узел выброса и уменьшает площадь контакта между узлом выброса и нижней пластиной. Это наиболее полезно при очистке машины для литья под давлением, которая необходима для обеспечения «немаркированного» готового компонента. Мелкие инородные частицы, прилипшие к нижней пластине, могут вызвать выступание выталкивающих штифтов из сердечника и привести к появлению следов на компоненте.
Сердечник и полость обычно изготавливаются из стали марок P20, En 30B, S7, H13 или 420SS. Сердечник - это охватываемая часть, которая формирует внутреннюю форму молдинга. В полость - это охватывающая часть, которая формирует внешнюю форму молдинга.
Типы ворот
Две основные системы ворот - это ворота с ручной отделкой и ворота с автоматической обрезкой. Следующие примеры показывают, где они используются:
- Литниковый затвор: используется для крупных компонентов, метка литника видна на компоненте, и направляющий элемент не требуется. например: ковшовая формовка (задняя цилиндрическая метка ворот видна и ощущается).
- Боковой затвор: наиболее подходит для квадратных и прямоугольных деталей
- Кольцевой затвор: лучше всего подходит для цилиндрических компонентов для устранения дефектов линии сварки
- Диафрагменный затвор: наиболее подходит для полых цилиндрических деталей.
- Фиксатор: лучше всего подходит для твердых и толстых компонентов
- Затвор подводной лодки: используется, когда требуется автоматическое закрытие ворот для сокращения времени цикла
- Литниковый шибер с обратным конусом (штифт): обычно используется в трех пластинчатых формах.
- Winkle Gate: в основном используется для потока электроники, материала под сердечником.
Типы систем выброса
- Выталкивание штифта - цилиндрические штифты выталкивают готовый компонент. В случае квадратных и прямоугольных компонентов требуется минимум четыре контакта (в четырех углах). В случае цилиндрических компонентов требуются три равноудаленных штифта (то есть на расстоянии 120 °). Количество требуемых штифтов может варьироваться в зависимости от профиля компонента, размера и области выброса. Эта система выброса оставляет видимые следы выброса на готовом компоненте.
- Выталкивание гильзы - этот тип выброса предпочтителен (и ограничен) для цилиндрических сердечников, когда сердечник закреплен в нижней пластине. В этой системе узел выброса состоит из втулки, которая скользит по сердечнику и выталкивает компонент. На компоненте нет видимых следов выброса.
- Выталкивание пластины съемника - этот выброс предпочтителен для компонентов с большими площадями. Эта система требует дополнительной пластины (стриппера) между пластинами сердечника и полости. Во избежание загорания пластина съемника остается в контакте с пластиной полости, и между полостью и пластиной сердечника сохраняется зазор. Видимых следов выброса на компонентах обычно не наблюдается.
- Выталкивание лезвия - этот тип выброса предпочтителен для тонких прямоугольных сечений. Прямоугольные лезвия вставляются в цилиндрические штифты (или цилиндрические штифты обрабатываются до прямоугольного поперечного сечения) для создания соответствующей длины выброса компонента. Для облегчения размещения головки выталкивающего штифта в выталкивающих пластинах имеется зенковка.
- Путем вращения сердечника (компоненты с внутренней резьбой) - используется для компонентов с резьбой, когда компонент автоматически выталкивается путем вращения вставки сердечника.
- Эжекция воздуха - используется для приведения в действие штифта выброса, установленного в активной зоне, с помощью сжатого воздуха. Штифт выталкивания отводится пружиной.
Выравнивание
Формы для литья под давлением представляют собой две половины, половину стержня и половину полости для выталкивания компонента. Для каждого цикла сердечник и полость выравниваются для обеспечения качества. Это выравнивание обеспечивается направляющей стойкой и направляющей втулкой. Обычно используются четыре направляющих стойки и направляющие втулки, из которых три стойки одного диаметра и одна другого диаметра, чтобы заставить пластины образовывать единую конфигурацию (на основе "УКАЖИ «[концепция защиты от ошибок]). Регистровое кольцо имеет посадку с натягом на верхней пластине и трансмиссию, совпадающую с шаблоном литьевой машины, совмещая рисунок машины и верхнюю пластину.
Охлаждение пресс-формы
К желательным характеристикам конструкции охлаждения пресс-формы относятся:
- Постоянная температура формы для равномерного качества
- Сокращение времени цикла для повышения производительности
- Улучшенная обработка поверхности без дефектов
- Предотвращение коробления за счет равномерной температуры поверхности формы (коробление из-за неравномерного охлаждения)
- Долгая жизнь пресс-формы
Методы
- Охлаждение пластины полости просверленными отверстиями - пластина полости просверливается вокруг вставки полости и закрывается медными или алюминиевыми коническими заглушками на концах отверстий. С помощью трубы, подсоединенной к входному и выходному отверстию, циркулирует вода для охлаждения формы.
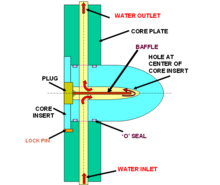
- Прямое охлаждение вставки сердечника (система перегородок) - сердечник просверливается с сохранением достаточной толщины стенки. Между просверленным отверстием расположена перегородка, разделяющая отверстие на две половины, позволяя воде контактировать с максимальной площадью в керне, чтобы могло произойти охлаждение.
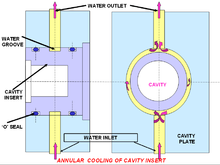
- Кольцевое охлаждение вставки полости - на сердечнике сделана круговая канавка для циркуляции воды. Чтобы предотвратить утечку, Уплотнительные кольца используются над и под каналом охлаждения.
- Сердечник - подвижная сторона, а полость - неподвижная сторона в. Например.
Охлаждение может повлиять на качество продукции
Смотрите также
Рекомендации
- Дизайн пресс-формы для литья под давлением R.G.W. Книги Пая Годвина; 3-е исправленное издание (1 февраля 1983 г.)