Микроклеточный пластик - Microcellular plastic
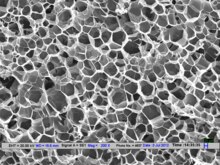
Микроклеточный пластик, иначе известный как микроклеточный мыло, это форма производимого пластик, специально изготовленные, чтобы содержать миллиарды крошечных пузырьков размером менее 50 микроны по размеру (обычно от 0,1 до 100 мкм). Этот тип пластика образован растворение газа под высоким давлением в различные полимеры, полагаясь на «явления термодинамической нестабильности», чтобы вызвать однородное расположение пузырьков газа, иначе известное как зарождение.[1] Его основной целью было сокращение расхода материала при сохранении ценных механических свойств. Основная причина различий в этих пенах - это газ, используемый для их создания; плотность готового продукта определяется используемым газом. В зависимости от используемого газа плотность пены может составлять от 5% до 99% от плотности предварительно обработанного пластика.[2] Параметры конструкции, ориентированные больше на окончательную форму пенопласта и последующий процесс формования, включают тип используемой матрицы или формы, а также размеры пузырьков или ячеек, которые классифицируют этот материал как пену.[1] Поскольку размер ячеек близок к длине волны света, для стороннего наблюдателя эта пена сохраняет вид сплошного светлого пластика.
Последние события на Вашингтонский университет изготовили наноячеистые пены. Эти пены характеризуются размером ячеек в диапазоне 20-100 нанометров. Также на Индийский технологический институт Дели, разрабатываются новые технологии для производства высококачественных микропористых пен.[3][4]
История
До 1974 г. традиционные пены создавались с использованием метода, описанного в патенте США под названием Смешивание расплавленного пластика и газа в 1974 г.[5] Путем выпуска газа, также известного как химический или физический порообразователь, поверх расплавленного пластика, твердый пластик превращался в традиционную пену. Результаты этих методов были крайне нежелательными. Из-за неконтролируемого характера процесса продукт часто был неоднородным, в нем было много больших пустот. В свою очередь, в результате получилась пена низкой прочности и низкой плотности с крупными ячейками в ячеистой структуре. Из-за недостатков этого метода возникла необходимость в процессе, позволяющем производить аналогичный материал с более предпочтительными механическими свойствами.
Создание микропористых пен, которые мы знаем сегодня, было вдохновлено производством традиционных пен. В 1979 году студенты магистратуры Массачусетского технологического института Дж. Э. Мартини и Ф. А. Вальдман под руководством профессора Нам П Су были аккредитованы в области изобретения микроклеточных пластиков или микропористых пен.[6] Выполняя экструзию под давлением и литье под давлением, их эксперименты привели к методу, в котором использовалось значительно меньше материала, и к продукту с на 5-30% меньше пустот размером менее 8 микрон. Что касается механических свойств, вязкость разрушения материала улучшилась на 400%, а сопротивление распространению трещин увеличилось на 200%. Во-первых, пластик равномерно насыщается газом под высоким давлением. Затем температура увеличивается, вызывая термическую нестабильность в пластике. Чтобы достичь стабильного состояния, происходит зарождение клеток. На этом этапе созданные ячейки будут намного меньше, чем у традиционных пен. После этого начнется рост клеток или релаксация матрикса. Новизна этого метода заключалась в возможности контролировать механические свойства продукта путем изменения входных значений температуры и давления. Например, изменяя давление, можно сформировать очень тонкий внешний слой, что сделает продукт еще более прочным. Найдены экспериментальные результаты СО2 быть газом, который производит самую плотную пену. Другие газы, такие как Аргон и Азот производил пенопласт с несколько менее желательными механическими свойствами.
Производство

При выборе газа для получения желаемой пены учитываются функциональные требования и конструктивные параметры. Функциональные требования идентичны критериям, использованным при изобретении этого типа материала; использование меньшего количества пластика без ущерба для механических свойств (особенно прочности), которые позволяют изготавливать те же трехмерные изделия, что и оригинальный пластик.
Производство микросотовых пластиков зависит от температуры и давления. Растворение газа при высокой температуре и давлении создает движущую силу, которая активирует центры зародышеобразования при падении давления, которое экспоненциально увеличивается с увеличением количества растворенного газа.[1]
Гомогенное зародышеобразование является основным механизмом образования пузырьков в клеточном матриксе. Молекулы растворенного газа имеют предпочтение диффундировать к сайтам активации, которые зародились первыми. Это предотвращается, поскольку эти участки активируются почти одновременно, заставляя молекулы растворенного газа распределяться равномерно и равномерно по всему пластику.
Удаление пластика из среды высокого давления создает термодинамическую нестабильность. Нагревание полимера выше эффективной температуры стеклования (смеси полимер / газ) затем вызывает вспенивание пластика, создавая очень однородную структуру из маленьких пузырьков.
Механические свойства
В плотность из микропористого пластика оказывает наибольшее влияние на поведение и характеристики.[7] Материал предел прочности линейно уменьшается с плотностью материала, поскольку в детали растворяется больше газа.[нужна цитата ] Температура плавления и вязкость также уменьшаются.
Сам процесс впрыска пены вызывает дефекты поверхности, такие как завитки, полосы и пузыри, которые также влияют на то, как деталь реагирует на внешние силы.
Преимущества и недостатки
Из-за того, что этот процесс образования пены является безопасным, эти пластмассы могут быть переработаны и возвращены в производственный цикл, что снижает их углеродный след а также удешевление сырья.
Благодаря пористой природе этого материала общая плотность намного ниже, чем у любого твердого пластика, что значительно снижает вес единицы объема детали. Это также влечет за собой меньше потребление сырого пластика с добавлением крошечных карманов, заполненных газом, что позволяет дополнительно снизить затраты до 35%.[1]
При наблюдении за механическими свойствами этих пеноматериалов потеря прочности на разрыв коррелирует с уменьшением плотности почти линейным образом.[2]
Промышленное применение
Поскольку шаги, предпринятые Массачусетский технологический институт Исследования конца 70-х годов прошлого века, микропористые пластики и методы их производства стали более стандартизованными и усовершенствованными. Trexel Inc.[8] часто называют отраслевым стандартом для микросотовых пластиков с использованием MuCell® Технология формования. Trexel и другие производители микропористых пластиков используют методы литья под давлением и выдувания для создания продуктов для таких приложений, как автомобилестроение, медицина, упаковка, потребительские товары и промышленность.
Литье под давлением и выдувное формование различаются по типу продукта, который необходимо производить. Литье под давлением, как и литье, сосредоточено на создании формы для твердого объекта, который позже будет заполнен расплавленным пластиком.[9] С другой стороны, выдувное формование более специализировано для полых объектов, хотя оно менее точно в отношении толщины стенки, поскольку этот размер является неопределенной характеристикой (в отличие от формы для литья под давлением, где все размеры заранее определены).[10] В отношении MuCell® и микропористых пластиков, эти процессы отличаются от традиционных пластмасс из-за дополнительных стадий растворения газа и зарождения клеток перед началом процесса формования. В этом процессе была удалена «фаза упаковки и выдержки», которая допускала дефекты внутри формы, создавая готовый продукт с большей точностью размеров и надежной структурой.[11] Удаление всего этапа процесса формования экономит время, делая MuCell® более экономичный вариант, поскольку за одно и то же время можно изготовить больше деталей по сравнению со стандартными смолами. Несколько примеров применения включают автомобильные приборные панели, сердечные насосы, контейнеры для хранения и корпуса для нескольких бытовых электроинструментов.
Рекомендации
- ^ а б c d Сух, Нам П. (2003-10-01). «Влияние микросотовых пластиков на производственную практику и научные исследования». Макромолекулярные симпозиумы. 201 (1): 187–202. Дои:10.1002 / masy.200351122. ISSN 1521-3900.
- ^ а б Миллер, Дастин. "Лаборатория микроклеточного пластика - Вашингтонский университет". faculty.washington.edu. Получено 2016-02-17.
- ^ Абхишек, Ганди (март 2013 г.). «Циклическое твердотельное вспенивание с помощью ультразвука для изготовления пористых акрилонитрил-бутадиен-стирольных пен сверхнизкой плотности». Письма о материалах. 94 (94): 76–78. Дои:10.1016 / j.matlet.2012.12.024.
- ^ Ганди, Абхишек (2014). "Вызванное ультразвуком зародышеобразование в микроклеточных полимерах". Журнал прикладной науки о полимерах. 131 (18): н / д. Дои:10.1002 / app.40742.
- ^ Гринберг, В. (12 марта 1974 г.), Смешивание расплавленного пластика и газа, получено 2016-02-07
- ^ Мартини-Введенский, Джейн Э .; Suh, Nam P .; Уолдман, Фрэнсис А. (25 сентября 1984 г.), Микропористые пены с закрытыми порами и способ их изготовления, получено 2016-02-07
- ^ Авалле, М. (март 2014 г.). «Механические свойства и ударопрочность микропористой структурной пены». Латиноамериканский журнал твердых тел и структур. 11 (2): 200–222. Дои:10.1590 / S1679-78252014000200004.
- ^ "Дома".
- ^ «Процесс литья под давлением, дефекты, пластик». www.custompartnet.com. Получено 2016-02-17.
- ^ «Выдувное формование». www.custompartnet.com. Получено 2016-02-17.
- ^ "Процесс". www.trexel.com. Получено 2016-02-17.
Смотрите также
внешняя ссылка
- Миллер, Дастин. "Лаборатория микроклеточного пластика - Вашингтонский университет". faculty.washington.edu. Получено 2016-03-22.