Застроенный край - Built up edge
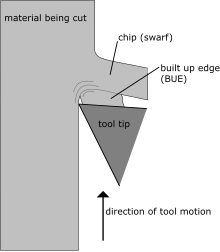
При одноточечной резке металлы, а застроенный край (BUE) - это скопление материала на передней поверхности, который прилипает к режущей кромке инструмента, отделяя его от стружки.[1]
Формирование
Потому что срезать наиболее прочен на поверхности контакта с режущим инструментом, первый слой металла, ударяясь и схватившись за него, затвердевает больше, чем остальной объем металла. Как следствие этого упрочнение, этот первый слой металл прочнее, чем соседний металл, удаляющийся от заготовки. Фактически, первый слой становится частью инструмента. Процесс повторяется, и через некоторое время нарастает край (который может составлять несколько сотен микрометры толстые) формы.[1]
Для образования заметного края необходимы следующие условия:
- скорость резания низкая.[2] Это связано с тем, что при высоких скоростях резания металл, отходящий от заготовки, становится достаточно горячим, чтобы восстанавливаться перед захватом инструмента, предотвращая образование BUE.[3]
- разрезаемый металл затвердевает и не хочет восстанавливаться.[2] BUE не образуется из чистых металлов, поскольку они не сильно нагреваются. Наоборот, сплавы, Такие как стали, Сделать работу, затвердевают и восстановить в меньшей степени, они склонны к формированию БСП.[3]
Влияние на процесс резки
Наращивание кромки эффективно изменяет геометрию инструмента и крутизну граблей. Это также уменьшает площадь контакта между стружкой и режущим инструментом,[1] ведущие к:
- Снижение энергопотребления при резании.[1]
- Незначительное увеличение срока службы инструмента, поскольку резка частично выполняется за счет нароста, а не самого инструмента.[4]
Однако образование BUE отрицательно сказывается на качестве заготовки,[1] конкретно:
- Чрезмерное наклеп на поверхности заготовки.[1]
- Бедные чистота поверхности, поскольку кусочки BUE со временем отламываются и прилипают к заготовке. Эти биты, как правило, проблематичны, поскольку из-за механического упрочнения, которому они подверглись, они очень жесткий и так стать абразивный.[1]
- Уменьшение размерного контроля процесса из-за динамически изменяющейся геометрии режущего инструмента.
Смотрите также
Рекомендации
- ^ а б c d е ж грамм Открытый университет (Великобритания), 2001. T881 Manufacturing Materials Design: Block 2: Cutting, page 14. Милтон Кейнс: Открытый университет.
- ^ а б Открытый университет (Великобритания), 2001. T881 Дизайн производственных материалов: Блок 2: Резка, стр. 14 и 15. Милтон Кейнс: Открытый университет.
- ^ а б Открытый университет (Великобритания), 2001. T881 Manufacturing Materials Design: Block 2: Cutting, page 15. Милтон Кейнс: Открытый университет.
- ^ Рао, П. (2009). Технология производства - 2, Металлорежущие станки и станки. Нью-Дели: Тата МакГроу-Хилл. С. 9–11. ISBN 978-0-07-008769-9.