Линотипная машина - Linotype machine


В Линотипная машина (/ˈлаɪпəтаɪп/ LYNE--тип ) была машиной для литья под давлением, использовавшейся в печать продано Компания Mergenthaler Linotype и связанные компании.[1] Это было набор для горячего металла система, которая бросает блоки тип металла для индивидуального использования. Линотипия стала одним из основных методов набора шрифтов, особенно основного текста небольшого размера, для газет, журналов и плакатов с конца 19 века до 1970-х и 1980-х годов.[1] когда он был в значительной степени заменен фотонабор и компьютер наборный. Название машины происходит от того, что она производит целую линейку металлических изделий. тип сразу, следовательно линейный тип, значительное улучшение по сравнению с предыдущим отраслевым стандартом, т. е. ручной буквенный набор с использованием составная палочка и мелкие разделенные на части лотки, называемые «ящиками».
Оператор линотипа вводит текст на клавиатуре с 90 символами. Машина собирает матрицы, которые представляют собой слепки для форм букв, в линию. Собранная линия затем отливается как одна деталь, называемая слизняк, из расплавленного тип металл в процессе, известном как набор для горячего металла. Затем матрицы возвращаются в типовой магазин, из которого они были получены, для последующего повторного использования. Это позволяет намного быстрее набирать текст и компоновку, чем оригинальная ручная композиция, в которой операторы помещают один предварительно составленный глиф (металлическая буква, знак препинания или пробел) за раз.
Эта машина произвела революцию в области набора текста и, в частности, в публикации газет, позволив относительно небольшому числу операторов ежедневно набирать множество страниц. Оттмар Мергенталер изобрел линотип в 1884 году.
История
В 1876 г. Немецкий часовщик Оттмар Мергенталер, которые эмигрировали в Соединенные Штаты в 1872 г.,[2] подошел Джеймс О. Клефан и его соратник Чарльз Т. Мур, который искал более быстрый способ публикации юридические справки.[3] К 1884 году он задумал собрать металлические формы для букв, названные матрицы, и литье расплавленного металла в них, все в одной машине.[2] Его первая попытка доказала, что идея осуществима, и была создана новая компания. Усовершенствовав свое изобретение, Мергенталер развил идею независимой матричной машины. В июле 1886 года первый коммерчески используемый линотип был установлен в типографии New York Tribune. Здесь он сразу стал использоваться в ежедневной газете и большой книге. Книга, первая из написанных с использованием нового метода линотипа, называлась: Книга трибун спорта под открытым небом.[4]
Первоначально Компания Mergenthaler Linotype была единственной компанией, производящей машины для линейного литья, но со временем другие компании начнут их производить. Компания Интертайп произвел Intertype, машину, очень напоминающую линотип и использующую те же матрицы, что и линотип, начатое производство примерно в 1914 году. Где Mergenthaler гордился своей сложной формой. чугун детали на своем станке, Intertype изготовила многие аналогичные детали из стали и алюминий.
Крупные газетные издатели отказались от Linotype и аналогичных наборных машин "горячего металла" в 1970-х и 1980-х годах, заменив их на фотонабор оборудование, а затем компьютеризированные системы набора и компоновки страниц. По состоянию на 2020 год[Обновить],[5] последняя известная газета, которая все еще использует линотип в Соединенных Штатах, - это Полумесяц Сагуаш.[6][7] Le Démocrate de l'Aisne последний в Западной Европе.[8]
Обзор

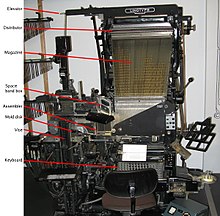
Линотипическая машина состоит из четырех основных секций:
- Журнал
- Клавиатура
- Литейный механизм
- Механизм распространения
Оператор взаимодействует с машиной через клавиатуру, составляя строки текста. Остальные разделы автоматические; они начинаются, как только линия полностью составлена.
Некоторые линотипные машины включали считыватель бумажной ленты. Это позволяло набирать текст по телеграфной линии (TeleTypeSetter ). Это также позволило нескольким операторам перфоратора ленты подготовить бумажную ленту для обработки на одной машине линотипа, существенно отделив скорость набора текста оператора от рабочей скорости машины линотипа.
Дизайн
Матрицы

Каждая матрица содержит буквенную форму для одного символа шрифт типа; то есть конкретный шрифт определенного размера. Форма письма выгравирована на одной стороне матрицы. Для размеров до 14 точки, а в некоторых матрицах размером от 16 до 24 точек матрица имеет две формы букв, нормальную и вспомогательную позиции. Нормальная позиция имеет прямую (римскую) форму данного иероглифа, а во вспомогательной - наклонную (Курсив) будет использоваться форма этого символа, но это также может быть полужирный шрифт или даже совсем другой шрифт. Оператор станка может выбрать, какой из двух будет отлит, используя вспомогательный рельс из ассемблер, или, при установке курсивом целых строк, с помощью хлопать, который представляет собой деталь, которую можно повернуть под частью первой лифтовой колонны. Это источник старых наборных терминов. верхний рельс для курсива и нижний рельс для латинских букв. Эти термины сохранились в технологии фотонабора, даже несмотря на то, что механика вспомогательного рельса там не существует. Символ на матрице линотипа при просмотре не инвертируется, как это было бы с буквой для обычного подвижного шрифта, и буква прорезается под поверхностью, а не поднимается над ней. Это связано с тем, что матрица не используется непосредственно для печати на бумаге - скорее, она используется как часть формы, из которой будет отливаться металлическая заготовка. У пули обратные особенности: следовательно, у матрицы нет.
Раздел журнала

Секция магазина - это часть машины, где матрицы удерживаются, когда они не используются, и освобождаются, когда оператор касается клавиш на клавиатуре. Журнал представляет собой плоскую коробку с вертикальными разделителями, которые образуют «каналы», по одному каналу для каждого символа в шрифте. Большинство основных журналов имеют 90 каналов, но журналы для больших шрифтов имеют только 72 или даже 55 каналов. Вспомогательные магазины, используемые на некоторых машинах, обычно содержат 34 канала, а для магазина с более крупными шрифтами - 28 каналов.
В журнале есть особый шрифт типа; то есть конкретный шрифт определенного размера. Если требовался другой размер или стиль, оператор переключался на другой магазин. Многие модели машины Linotype могут поддерживать в наличии несколько магазинов (до четырех) одновременно. В некоторых из них оператор мог переключиться на другой магазин, поднимая или опуская стопку магазинов с помощью рукоятки.[9] Такие машины не позволяют смешивать шрифты в одной строке. Другие, такие как Модели 25 и 26, позволяли произвольно смешивать текст из двух журналов в одной строке, а Модель 9 расширила эту возможность до смешивания до четырех журналов в одной строке.
Спусковой механизм
В линотипе термин спусковые механизмы относится к механизмам в нижней части магазина, которые освобождают матрицы по одной при нажатии клавиш на клавиатуре. Существует спусковой механизм для каждого канала в журнале.
Обслуживание и смазка
Для обеспечения плавной циркуляции матриц по всей машине необходимо, чтобы масло не попадало где-либо рядом с траекторией матрицы. Если на пути к матрице обнаруживается масло (из-за неаккуратного обслуживания или чрезмерной смазки близлежащих деталей), оно соединяется с пылью, образуя липкое вещество, которое в конечном итоге оседает в магазине матрицами. Наиболее частый результат состоит в том, что матрица не выходит из магазина с обычной скоростью и почти всегда приводит к тому, что в ассемблер поступает одна или две буквы не по порядку - «транспонирование матрицы». Когда эти машины интенсивно использовались, оператор нередко устанавливал шрифт со скоростью более 4000ems в час, причем самые быстрые операторы могут превышать 10 000 ems в час (примерно от 10 до 30 слов в минуту в современных единицах), поэтому тщательная смазка и регулярная очистка были важны для поддержания этих машин в работе на полную мощность.
Раздел клавиатуры и сочинения
В разделе создания оператор вводит текст для строки на клавиатуре. Каждое нажатие клавиши освобождает матрицу из магазина, установленного над клавиатурой. Матрица проходит через каналы к сборщику, где матрицы выстраиваются бок о бок в том порядке, в котором они были выпущены.
Когда требуется место, оператор касается рычаг проставки слева от клавиатуры. Это освобождает космическая лента из коробки проставки. Промежуточные полосы хранятся отдельно от матриц, поскольку они слишком велики, чтобы поместиться в магазине.
После ввода достаточного количества текста для строки оператор нажимает кнопку литейный рычаг установлен в переднем правом углу клавиатуры. Это поднимает законченную леску в сборщике между двумя пальцами в «канале доставки», одновременно срабатывая фиксатор, удерживающий ее в этом положении. Пружинный нагнетательный канал затем перемещает линию в литейную секцию машины и включает муфту, которая приводит в движение литейную секцию и последующую передачу в распределительную секцию. Теперь оператор закончил линию; остальная обработка автоматическая. Во время преобразования строки оператор может продолжить ввод текста для следующей строки.
Клавиатура

На клавиатуре 90 клавиш. Обычно черные клавиши слева предназначены для маленьких букв, белые клавиши справа - для заглавных букв, а синие клавиши в центре - для чисел, знаков препинания, пробелов, прописных букв и других элементов.[10] Здесь нет клавиша переключения того типа, который встречается на пишущих машинках.
Расположение букв примерно соответствует их частоте, причем наиболее часто используемые буквы находятся слева. Первые два столбца ключей: e, t, a, o, i, n; и s, h, r, d, l, u. Оператор линотипа часто справлялся с опечаткой, проводя пальцами по этим двум строкам, заполняя строку бессмысленными словами. Этаоин Шрдлу. Это известно как «выбегание». Часто бывает быстрее создать плохую пулю, чем вручную исправить строку в ассемблере. Слизняк с вытеканием удаляется после того, как он был заброшен, или корректором.
Клавиатура линотипа имеет одинаковое расположение алфавита, указанное дважды: один раз для строчных букв, клавиши черного цвета на левой стороне клавиатуры и один раз для букв верхнего регистра, клавиши белого цвета, расположенные на правой стороне клавиатуры. клавиатура. Синие клавиши посередине - это знаки препинания, цифры, строчные заглавные буквы и пробелы фиксированной ширины. При правильной работе с клавиатурой опытный оператор левой рукой управляет только клавишей пробела и левой колонкой клавиш. Правая рука оператора нажимает остальные клавиши на всей клавиатуре.
Клавиши клавиатуры соединены вертикальными толкателями со спусковыми механизмами.[11] При нажатии клавиши срабатывает соответствующий спусковой механизм, который высвобождает матрицу из магазина. За одним исключением, каждая клавиша соответствует каналу в стандарте (90 канал) журнал. Единственное исключение - строчная буква е: эта буква используется так часто, что 90 канал журнал имеет 91 канал, причем два канала (два крайних левых) используются для письма е. Точно так же 72 канал журнал имеет 73 канала, причем два крайних левых используются для строчных е. Альтернативные линии выпускают матрицы поочередно из двух е каналы в журнале.[12]
На машинах, поддерживающих несколько магазинов, есть механизм переключения, который контролирует, какой магазин в данный момент подключен к клавиатуре. В большинстве машин это делается путем подъема или опускания стопки магазинов.[13]
Коробка Spaceband

В тексте с выравниванием по ширине пробелы не имеют фиксированной ширины; они расширяются, чтобы все линии стали равными по ширине. В линотипах это делается с помощью пробелов. Промежуточная лента состоит из двух клиньев, один из которых по размеру и форме похож на матрицу типов, а другой - с длинным хвостом. Широкая часть клина находится в нижней части хвоста, поэтому выталкивание хвоста вверх расширяет распорку.
Из-за своего размера спейбэнды хранятся не в магазине, а в коробке.[14] и отпускать по очереди, нажимая на рычаг пробела на левом краю клавиатуры.
Ассемблер
Матрицы, выпущенные из магазина, и спейсбэнды, выпущенные из коробки спейсбэнда, падают в сборщик. Это направляющая, которая удерживает матрицы и проставки, с зажимом на левом конце, установленным на желаемую ширину линии. Когда оператор решает, что леска достаточно близка к полной, он поднимает рычаг заброса в нижней части клавиатуры, чтобы Отправить линия к литейной части линотипа. Остальная обработка этой строки выполняется автоматически; как только законченная строка будет перенесена в секцию литья, оператор может приступить к составлению следующей строки текста.
Литейный участок
Литейная секция машины работала с перебоями, когда оператор запускал ее по завершении линии. Время полного цикла литья составляло менее девяти секунд. Движущая сила для литейной секции исходила от схватить -рабочий привод большой ход кулачки (секции клавиатуры и распределителя работали все время, так как распространение может занять намного больше времени; однако передняя часть распределителя завершила свою работу до того, как была распределена следующая строка матриц). Конструкция машины была такова, что как возврат предыдущей линии в магазин, так и состав следующей линии могли происходить во время разливки текущей линии, что обеспечивало очень высокую производительность.
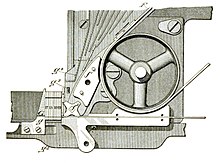
Старые машины обычно имели 1⁄3-мощность в лошадиных силах (250 Вт) Двигатель с частотой 850 или 1140 оборотов в минуту, зацепленный с главным колесом сцепления, внутренний вал зацепляет это колесо во время цикла литья. Внешний кожаный ремень на этом колесе пробежал секунду промежуточный вал, который приводил в действие распределитель и конвейер матрицы клавиатуры и спусковые механизмы через дополнительную ленту с этого вала. Горючие газовые горелки, такие как на иллюстрации ниже, были наиболее распространены в более ранние годы, когда горшок регулировался термостатом (большое пламя при пониженной температуре и низкое пламя при повышении температуры), а затем вторая горелка меньшего размера для рта и обогрев горловины, с более современными установками, работающими на электрических котлах мощностью 1500 Вт с первоначально управляемыми реостатом нагревателями горловины и горла (несколько сотен Вт на электрических моделях). Температура была точно отрегулирована так, чтобы металл типа свинца и олова оставался в жидком состоянии непосредственно перед разливкой. В более новых машинах и больших машинах размером более 36 EM Matrix обычно использовались более стандартизированные 1⁄2-мощный (370 Вт) мотор после клиновых ремней вошел в широкое употребление в 1930-х годах. У больших машин также был так называемый «двойной котел», либо с газовыми горелками большего размера, либо с обогревателями на 2250 ватт и более крупными обогревателями для горловины и горловины. У большинства современных линотипов было термостатическое управление нагревателями рта и глотки, что было улучшением по сравнению с ручной регулировкой реостата или регулировкой газового пламени. Компания Linotype даже поставляла керосиновые нагреватели и линейный вал управляемые машины, в местах без электричества.
Секция литья получает готовые линии от сборщика и использует их для отливки типовых заготовок, которые являются продуктом машины линотипа. Секция литья является автоматической: как только она активируется оператором, отправляющим законченную линию, поднимая рычаг разливки, серия кулачков и рычагов перемещает матрицы через секцию литья и контролирует последовательность шагов, которые производят пробку.
Отливочный материал - сплав вести (85%), сурьма (11%), и банка (4%),[15] и производит цельнолитую заготовку для литья, способную сделать 300000 оттисков, прежде чем отливка начнет проявлять деформации и дефекты, и тип должен быть отлит снова.
Непрерывный нагрев расплавленного сплава приводит к тому, что олово и сурьма в смеси поднимаются вверх и окисляются вместе с другими примесями до вещества, называемого «шлак», который необходимо удалить. Чрезмерное образование окалины приводит к размягчению сплава по мере увеличения доли свинца. Затем смесь необходимо проанализировать и снова добавить олово и сурьму (в виде сплава особой пропорции), чтобы восстановить первоначальную прочность и свойства сплава.
Обоснование

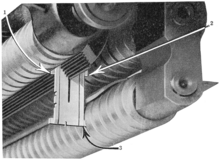
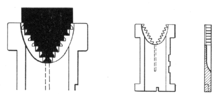
От ассемблера собранная линия перемещается через первый лифт к оправдательные тиски. Тиски имеют две губки (1 и 2 на рисунке), которые установлены на желаемую ширину линии. Теперь пробелы расширены, чтобы выровнять линию. Когда леска выровнена, матрицы плотно входят между губками тисков, образуя плотное уплотнение, которое предотвратит утечку расплавленного металла при литье лески.
Обоснование выполняется с помощью подпружиненного гидроцилиндра (5), который поднимает хвосты проставок, если машина не была оборудована автоматическим гидравлическим квадроциклом Star Parts или гидравлическим квадрокоптером Linotype.[16]
Если оператор не собрал достаточное количество символов, строка не будет правильно выровнена: даже с полностью развернутыми пробелами матрицы не будут плотными. Механизм безопасности в тисках выравнивания обнаруживает это и блокирует операцию литья. Без такого механизма результатом было бы брызги расплавленного металла, разбрызгиваемого через зазоры между матрицами, создавая трудоемкий беспорядок и возможную опасность для оператора.[17] Если брызги все же имели место, то, как правило, оператор мог схватить адское ведро и поймать текущую свинец. Это было так названо, потому что ведро часто «попадало в ад» или плавилось, удерживая расплавленный свинец, который все еще был очень горячим. Кроме того, в сочетании с возможными опасностями, с которыми сталкивается оператор, были возможны токсичные пары свинца, поскольку они были результатом плавления свинцовых слитков для литья.
Диск формы и тигель
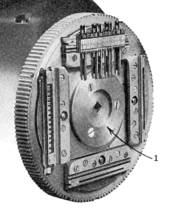
Тиски выравнивания удерживают собранную линию напротив лицевой стороны диск формы. Диск формы имеет прямоугольные отверстия, соответствующие длине линии и толщине острия слизни (линии заброса). Вкладыши для форм вписываются в эти отверстия для определенных размеров заглушек. Максимальная длина строки типичного лайнкастера составляет 30 пиков. Менее распространенный вариант был оснащен 42 формами pica, хотя в настоящее время их почти нет.
Непосредственно за диском формы находится тигель, в котором находится расплавленный тип металл при оптимальном 535 °. В момент перед разливкой диск формы движется вперед по своему суппорту. Шпильки в диске формы входят в зацепление с блоками на тисках, так что диск формы мягко, но при этом плотно и прямо сидит на линии матриц, удерживаемых в первых губках подъемника и между губками тисков. Зажимы тисков сжимают линейку матриц, поэтому расплавленный металл не может протискиваться между матами при отливке. Тигель наклоняется вперед, плотно прижимая мундштук к задней части формы. Плунжер в углублении тигля быстро опускается, выталкивая расплавленный металл вверх по горловине тигля и впрыскивая его в полость формы через множество отверстий в мундштуке. Струи расплавленного металла сначала соприкасаются с литой поверхностью матриц, а затем заполняют полость кристаллизатора, образуя твердую заготовку.[18] В них вставлены формы персонажей, поэтому в результате получается слепок. слизняк с формами символов линии на верхней грани. Диск кристаллизатора иногда охлаждается водой, а часто воздухом с помощью воздуходувки, чтобы отводить тепло расплавленного металла и позволить литым заготовкам быстро затвердеть.[19]
Когда литье завершено, поршень вытягивается вверх, вытягивая металл обратно по горловине из мундштука. Горшок отодвигается от формы. Диск пресс-формы отводится от шпилек тисков, которые удерживали его в идеальном соотношении с пресс-формой, тем самым отрывая заготовку от матриц. Затем диск формы вращается против часовой стрелки. Во время движения основание пули обрезается задним ножом по высоте до бумаги (0,918 дюйма), а затем возвращается в свое нейтральное положение перед лезвия выталкивателя[20] и согласованы с узел ножевого блока пара отточенных ножей с фиксированным ножом и нож, отрегулированный на толщину острия литейных форм.[21] Ножи выставлены строго параллельно. Неподвижный нож слева упирается в гладкую сторону заготовки (поверхность корпуса пресс-формы), когда он касается ее, а правый нож подрезает ребра на заготовке (поверхность крышки пресс-формы). Диск останавливается, когда форма находится в вертикальном положении справа, прямо перед выталкиватель.
Эжектор представляет собой набор уложенных друг на друга узких лезвий, которые выталкивают готовую заготовку из отверстия формы в диске формы. Лезвия достаточно узкие, чтобы проходить через форму, установленную на 6 точек по толщине, с зазором 0,004 дюйма между неподвижной поверхностью формы и левой стороной лезвий. Ширина каждого лезвия составляет 2 пика, а количество задействованных лезвий Выталкивание устанавливается в зависимости от длины литейной линии. Все лезвия входят в зацепление для пули 30 пик, меньше задействовано, поскольку размер корпуса пули сужается за счет использования все более длинных гильз формы. Это предотвращает столкновение лезвий выталкивателя с задняя часть футеровки формы на узких заготовках. По мере того, как заготовка выталкивается из формы, она проходит через набор режущих кромок в блоке ножей, что срезает любые мелкие неровности в отливке и дает заготовку точно желаемой толщины острия. . Оттуда пуля попадает в поднос камбуза который содержит строки в том порядке, в котором они были построены.[22]
Механизм распространения
Самым значительным нововведением в машине линотипа было то, что она автоматизировала этап распределения; то есть возвращение матриц и пробелов обратно в нужное место в соответствующих магазинах. Это делается распределитель.
После завершения литья матрицы выталкиваются в второй лифт что поднимает их до распределитель вверху журнала. На этом этапе пробелы отделяются и возвращаются в прямоугольник пробелов.[23]
Матрицы имеют наверху узор из зубцов, с помощью которых они свисают с распределительный бар. Некоторые зубы срезаны; какой рисунок зубьев обрезается, зависит от характера на матрице; то есть, какому каналу в магазине он принадлежит. Точно так же вырезаются зубья вдоль частей распределительного стержня. Штанга лифта имеет все зубцы, поэтому она будет удерживать любую матрицу (но не проставки, у которых нет зубцов вообще).
Кодирование зубьев распределительной балки и матрицы
Поскольку матрицы переносятся вдоль распределительной штанги винтами распределителя, они будут держаться только до тех пор, пока есть зубцы, чтобы удерживать их. Как только матрица достигает точки, где каждый ее зубец соответствует срезанному зубу на распределительном стержне, она больше не поддерживается и упадет в канал матрицы ниже этой точки.

Структура зубцов представляет собой 7-битный двоичный код, причем самая внутренняя пара зубцов в нижней части выемки является самым старшим битом. Коды отсчитываются с левой стороны основного магазина. Код 0 (без зубцов) предназначен для проставок, которые не передаются дистрибьютору. Код 1 пропускается (в руководстве по Линотипу причина этого не указана). Коды от 2 до 92 предназначены для 91-канального основного магазина, а приведенные выше коды - для вспомогательного магазина, если он установлен на машине. Самый широкий вспомогательный магазин имеет 34 канала, поэтому его крайний правый канал имеет код 125. Код 126 не используется.[24] в то время как код 127 используется для матриц Пи (описанных ниже).
Пи-матрицы

При наборе иногда необходимо использовать символы, которые достаточно необычны или непонятны, поэтому нет смысла назначать их каналу журнала. Эти символы называются символы пи или сортирует («пи» в этом случае относится к неясному термину принтера, относящемуся к неплотному или разлитому тексту). Сноски, редко используемые дроби и математические символы являются примерами символов пи. В линотипе матрица пи имеет все зубцы (код 127, зубцы не срезаны), поэтому она не упадет с распределительной планки и не попадет ни в основной, ни во вспомогательный магазин. Вместо этого он проходит до конца и попадает в гибкую металлическую трубку, называемую парашют а затем выстраивается в очередь сортировочный укладчик, доступны для дальнейшего использования.[25]
Смотрите также
Примечания
- ^ а б «Конец истории для линотипа». Deseret News. (Солт-Лейк-Сити, Юта). UPI. 26 ноября 1970 г. с. 20B.
- ^ а б Всемирная книжная энциклопедия, 1972 года выпуска.
- ^ «Линотип в 50». Время. 13 июля 1936 г.. Получено 2009-01-07.
- ^ Нельсон, Рэнди Ф. Альманах американской литературы. Лос-Альтос, Калифорния: William Kaufmann, Inc., 1981: 286. ISBN 0-86576-008-X
- ^ "Архив полумесяца Сагуаш 2020".
- ^ «Сегодняшние новости в многовековом стиле». Лос-Анджелес Таймс. 10 августа 2013 г.. Получено 2019-10-18.
- ^ «Колорадская газета - это тоже машина времени». CBS News. 23 февраля 2014 г.. Получено 1 марта, 2014.
- ^ "Le Démocrate de l'Aisne".
- ^ Принципы Линотипа машины 1940, Глава 4, п. 62.
- ^ "Принтер 1" Курсы подготовки ВМФ, 1954, с. 303
- ^ Принципы Линотипа машины 1940, Глава 3, п. 48.
- ^ Принципы Линотипа машины 1940, Глава 4, п. 59.
- ^ Принципы Линотипа машины 1940, Глава 4, п. 64.
- ^ Принципы Линотипа машины 1940, Глава 6, п. 85.
- ^ Фильм "Наборщик" в Интернет-архиве
- ^ Каталог запчастей Linotype Hydraquadder, номер 58
- ^ Принципы Линотипа машины 1940, Глава 11 С. 123–130.
- ^ Принципы Линотипа машины 1940, Глава 13 С. 152–212.
- ^ Принципы Линотипа машины 1940, Глава 12, п. 134.
- ^ Принципы Линотипа машины 1940, Глава 14 С. 213–218.
- ^ Принципы Линотипа машины 1940, Глава 15 С. 219–225.
- ^ Принципы Линотипа машины 1940, Глава 16 С. 226–231.
- ^ Принципы Линотипа машины 1940, Глава 17 С. 232–249.
- ^ Принципы Линотипа машины 1940, Глава 20 С. 269–275.
- ^ Принципы Линотипа машины 1940, глава 1 В архиве 2016-03-03 в Wayback Machine, п. 38.
Рекомендации
- Принципы Линотипа машины. Бруклин, Нью-Йорк: Компания Mergenthaler Linotype. 1940 г.
- Василий Кахан: Оттмар Мергенталер - Человек и его машина; Oak Knoll Press, Нью-Касл (Германия), 2000 - ISBN 1-58456-007-X
внешняя ссылка
- Линотип: фильм - В поисках восьмого чуда света (Дуг Уилсон, 2012) - полнометражный документальный фильм, посвященный литейной машине Linotype.
- «Прощай, Этаоин Шрдлу». короткометражный фильм об истории линотипа и переходе на современные методы. New York Times, 14 октября 2016 г.
- Печать (Holmes Burton Films Inc., 1947) документальный фильм о линотипах. в полиграфии
- Тип металла - «Для тех, кто помнит наборщик горячих металлов»
- Интертипная книга инструкций представляет собой полное руководство по эксплуатации и техническому обслуживанию линотипных машин Intertype.
- Линотипирование машины на Woodsidepress.com
- Услуги по верстке Linecast на linotypesetting.com
- Набор текста: Линотип фильм о профессиональном обучении: часть 1 и часть 2.
- 13.01.1894; Линотип машина для замены набора текста
- Автоматически управляемый электрон 1966 года (ACE) Linotype, Teletype, Intertype и другие
- Патенты на машины линотипа
| Способы сделать впечатления |
|  | |||||
|---|---|---|---|---|---|---|---|
| Верстка |
| ||||||
| Печатный станок |
| ||||||
| Другое оборудование | |||||||
| |||||||