Электронно-лучевая сварка - Electron-beam welding - Wikipedia
Электронно-лучевая сварка (EBW) является сплавом сварка процесс, в котором луч высокоскоростной электроны применяется к двум соединяемым материалам. Заготовки плавятся и текут вместе, когда кинетическая энергия электронов превращается в тепло при ударе. EBW часто выполняется под вакуум условия для предотвращения рассеяние электронного луча.
История
Электронно-лучевая сварка была разработана немецким физиком. Карл-Хайнц Штайгервальд в 1949 г.,[1] который в то время работал над различными электронно-лучевыми приложениями. Штайгервальд задумал и разработал первый практичный аппарат для электронно-лучевой сварки, который начал работать в 1958 году.[2] Американский изобретатель Джеймс Т. Рассел ему также приписывают разработку и создание первого устройства для электронно-лучевой сварки.[3][4][5]


Физика электронно-лучевого нагрева
Электроны элементарные частицы, обладающие массой м = 9.1 · 10−31 кг и отрицательный электрический заряд е = 1.6 · 10−19 C. Они существуют либо привязанными к атомное ядро, так как электроны проводимости в атомная решетка из металлы, или как свободные электроны в вакуум.
Свободные электроны в вакууме могут быть ускорены, а их траектория регулируется электрический и магнитные поля. Таким образом узкие пучки электронов, несущие высокие кинетическая энергия могут образоваться, которые при столкновении с атомами в твердых телах преобразуют свою кинетическую энергию в тепло. Электронно-лучевая сварка обеспечивает отличные условия сварки, поскольку включает в себя:
- Сильные электрические поля, которые могут разгонять электроны до очень высокой скорости. Таким образом, электронный луч может нести большую мощность, равную произведению луча. Текущий и ускорение Напряжение. Увеличивая ток пучка и ускоряющее напряжение, можно увеличить мощность пучка практически до любого желаемого значения.
- С помощью магнитные линзы, с помощью которого луч может быть сформирован в узкий конус и сфокусирован до очень малого диаметра. Это обеспечивает очень высокую удельную мощность на свариваемой поверхности. Значения плотности мощности в кроссовере (фокусе) луча могут достигать 104 – 106 Вт / мм2.
- Малая глубина проникновения порядка сотых долей миллиметра. Это обеспечивает очень высокую объемную плотность мощности, которая может достигать значений порядка 105 – 107 Вт / мм3. Следовательно, температура в этом объеме растет чрезвычайно быстро, 108 – 1010 К / с.
Эффективность электронного пучка зависит от многих факторов. Наиболее важными являются физические свойства свариваемых материалов, особенно легкость, с которой они могут плавиться или испаряться в условиях низкого давления. Электронно-лучевая сварка может быть настолько интенсивной, что при сварке необходимо учитывать потери материала из-за испарения или кипения во время процесса. При меньших значениях удельной поверхностной мощности (в диапазоне около 103 Вт / мм2) потеря материала за счет испарения незначительна для большинства металлов, что благоприятно для сварки. При более высокой плотности мощности материал, на который воздействует луч, может полностью испариться за очень короткое время; это больше не электронно-лучевая сварка; это электронно-лучевая обработка.
Формирование луча
- Катод - источник свободных электронов

Электроны проводимости (те, которые не связаны с ядром атомов) движутся в кристаллическая решетка металлов со скоростями, распределенными согласно Закон Гаусса и в зависимости от температуры. Они не могут покинуть металл, если их кинетическая энергия (в эВ) не превышает потенциальный барьер на металлической поверхности. Число электронов, удовлетворяющих этому условию, увеличивается экспоненциально с увеличением температуры металла, следуя правилу Ричардсона.
В качестве источника электронов для электронно-лучевых сварщиков материал должен отвечать определенным требованиям:
- для достижения высокой плотности мощности в пучке излучение плотность тока [А / мм2], следовательно, рабочая температура должна быть как можно более высокой,
- Чтобы испарение в вакууме было низким, материал должен иметь достаточно низкое давление пара при рабочей температуре.
- Излучатель должен быть механически стабильным, химически не чувствительным к газам, присутствующим в вакуумной атмосфере (например, кислородом и водяным паром), легко доступным и т. Д.
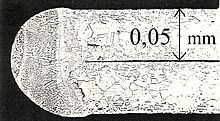
Эти и другие условия ограничивают выбор материала эмиттера металлами с высокими температурами плавления, практически только двумя: тантал и вольфрам. С вольфрамовыми катодами плотность тока эмиссии около 100 мА / мм.2 может быть достигнуто, но только небольшая часть испускаемых электронов принимает участие в формировании пучка, в зависимости от электрического поля, создаваемого анодом и напряжениями управляющего электрода. Тип катода, наиболее часто используемый в аппаратах для электронно-лучевой сварки, изготавливается из вольфрама. полоса толщиной около 0,05 мм, имеющая форму, показанную на рис. 1а. Подходящая ширина полосы зависит от максимального требуемого значения тока эмиссии. Для нижнего диапазона мощности луча, примерно до 2 кВт, подходит ширина w = 0,5 мм.
- Ускорение электронов, контроль тока

Электроны, вылетающие из катода, обладают очень низкой энергией, всего несколько единиц. эВ. Чтобы обеспечить им необходимую высокую скорость, они ускоряются сильным электрическим полем, приложенным между эмиттером и другим, положительно заряженным электродом, а именно анодом. Ускоряющее поле должно также направлять электроны, чтобы образовать узкий сходящийся «пучок» вокруг оси. Это может быть достигнуто с помощью электрического поля вблизи поверхности излучающего катода, которое имеет как радиальную добавку, так и осевую составляющую, заставляющую электроны двигаться в направлении оси. За счет этого эффекта электронный пучок сходится к некоторому минимальному диаметру в плоскости, близкой к аноду.
Для практических приложений мощность электронного луча, конечно, должна быть управляемой. Это может быть выполнено с помощью другого электрического поля, создаваемого другим катодом, заряженным отрицательно по отношению к первому.
По крайней мере, эту часть электронной пушки необходимо вакуумировать до «высокого» вакуума, чтобы предотвратить «сгорание» катода и возникновение электрических разрядов.
- Фокусировка
После выхода из анода расходящийся электронный пучок не имеет плотности мощности, достаточной для сварки металлов, и его необходимо фокусировать. Это может быть выполнено с помощью магнитного поля, создаваемого электрическим током в цилиндрической катушке.
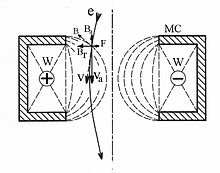
Фокусирующее действие вращательно-симметричного магнитного поля на траекторию электронов является результатом сложного воздействия магнитного поля на движущийся электрон. Этот эффект представляет собой силу, пропорциональную индукции. B поля и скорости электронов v. Векторное произведение радиальной составляющей индукции Bр и осевая составляющая скорости vа это сила, перпендикулярная этим векторам, заставляющая электрон двигаться вокруг оси. Дополнительным эффектом этого движения в том же магнитном поле является другая сила. F ориентирована радиально к оси, отвечающей за фокусирующий эффект магнитной линзы. В результате траектория движения электронов в магнитной линзе представляет собой кривую, похожую на спираль. В этом контексте следует отметить, что вариации фокусного расстояния (возбуждающего тока) вызывают небольшой поворот поперечного сечения пучка.
- Система отклонения луча

Как упоминалось выше, пятно луча должно быть очень точно расположено по отношению к свариваемому стыку. Обычно это достигается механическим путем путем перемещения заготовки относительно электронной пушки, но иногда предпочтительнее отклонить луч. Чаще всего для этого используется система из четырех катушек, расположенных симметрично вокруг оси пушки за фокусирующей линзой, создающих магнитное поле, перпендикулярное оси пушки.
Есть более практические причины, по которым наиболее подходящая система отклонения используется в телевизионных ЭЛТ-мониторах или мониторах ПК. Это касается как отклоняющих катушек, так и необходимой электроники. Такая система обеспечивает не только «статическое» отклонение луча для целей позиционирования, упомянутых выше, но также точное и быстрое динамическое управление положением пятна луча с помощью компьютера. Это позволяет, например: сваривать стыки сложной геометрии, а также создавать увеличенные изображения объектов в рабочей камере на ТВ или мониторах ПК.
Обе возможности находят множество полезных применений в практике электронно-лучевой сварки.
Проникновение электронного луча во время сварки
Чтобы объяснить способность электронного луча производить глубокие и узкие сварные швы, необходимо объяснить процесс «проплавления». Прежде всего, можно рассмотреть процесс для «одиночного» электрона.
- Проникновение электронов
Когда электроны из луча ударяются о поверхность твердого тела, некоторые из них могут отражаться (как «обратно рассеянные» электроны), в то время как другие проникают через поверхность, где они сталкиваются с частицами твердого тела. При неупругих столкновениях они теряют кинетическую энергию. Теоретически и экспериментально было доказано, что они могут «путешествовать» лишь на очень небольшое расстояние под поверхностью, прежде чем они передадут всю свою кинетическую энергию в тепло. Это расстояние пропорционально их начальной энергии и обратно пропорционально плотности твердого тела. В обычных условиях сварки «расстояние хода» составляет порядка сотых долей миллиметра. Именно это обстоятельство делает возможным при определенных условиях быстрое проникновение луча.
- Проникновение электронного луча
Тепловой вклад отдельных электронов очень мал, но электроны могут быть ускорены очень высокими напряжениями, и за счет увеличения их количества (тока пучка) мощность пучка может быть увеличена до любого желаемого значения. За счет фокусировки луча на поверхности твердого объекта небольшого диаметра, значения планарной плотности мощности достигают 104 до 107 Вт / мм2 может быть достигнуто. Поскольку электроны передают свою энергию в тепло в очень тонком слое твердого тела, как объяснялось выше, плотность мощности в этом объеме может быть чрезвычайно высокой. Объемная плотность мощности в небольшом объеме, в котором кинетическая энергия электронов преобразуется в тепло, может достигать значений порядка 105 – 107 Вт / мм3. Следовательно, температура в этом объеме увеличивается чрезвычайно быстро, на 108 – 109 К / с.
Влияние электронных лучей в таких условиях зависит от нескольких условий, прежде всего от физических свойств материала. Любой материал можно расплавить или даже испарить за очень короткое время. В зависимости от условий интенсивность испарения может варьироваться от незначительной до существенной. При меньших значениях удельной поверхностной мощности (в диапазоне около 103 Вт / мм2) потеря материала за счет испарения незначительна для большинства металлов, что благоприятно для сварки. При более высокой плотности мощности материал, на который воздействует луч, может полностью испариться за очень короткое время; это больше не электронно-лучевая сварка; это электронно-лучевая обработка.
Результаты применения электронного пучка

Результаты применения луча зависят от нескольких факторов: многие эксперименты и бесчисленные практические применения электронного луча в сварочной технике доказывают, что влияние луча, то есть размер и форма зоны воздействия луча, зависит от:
(1) Мощность луча - Мощность луча [Вт] является произведением ускоряющего напряжения [кВ] и тока луча [мА], параметров, которые легко измерить и точно контролировать. Мощность регулируется током пучка при постоянном ускоряющем напряжении, обычно самом высоком доступном.
(2) Плотность мощности (фокусировка луча) - Плотность мощности в месте падения луча на заготовку зависит от таких факторов, как размер источника электронов на катоде, оптическое качество ускоряющей электрической линзы и фокусирующая магнитная линза, юстировка луча, величина ускоряющего напряжения и фокусное расстояние. Все эти факторы (кроме фокусного расстояния) зависят от конструкции аппарата.
(3) Скорость сварки. Конструкция сварочного оборудования должна позволять регулировать относительную скорость движения заготовки относительно луча в достаточно широких пределах, например, от 2 до 50 мм / с.
(4) Свойства материала, а в некоторых случаях также
(5) Геометрия (форма и размеры) шва.
Окончательный эффект луча зависит от конкретной комбинации этих параметров.
- Воздействие луча при низкой плотности мощности или в течение очень короткого времени приводит к плавлению только тонкого поверхностного слоя.
- Расфокусированный луч не проникает внутрь, и материал при низких скоростях сварки нагревается только за счет отвода тепла от поверхности, образуя полусферическую зону плавления.
- При высокой удельной мощности и низкой скорости образуется более глубокая и слегка коническая зона плавления.
- В случае очень высокой плотности мощности луч (хорошо сфокусированный) проникает глубже, пропорционально его общей мощности.
Процесс сварки
Свариваемость
Для сварки тонкостенных деталей, как правило, необходимы соответствующие сварочные средства. Их конструкция должна обеспечивать идеальный контакт деталей и предотвращать их перемещение во время сварки. Обычно их нужно разрабатывать индивидуально для данной детали.
Не все материалы можно сваривать электронным лучом в вакууме. Эта технология не может применяться к материалам с высоким давление газа при температуре плавления, как цинк, кадмий, магний и практически все неметаллы.
Другим ограничением свариваемости может быть изменение свойств материала, вызванное процессом сварки, например высокая скорость охлаждения. Поскольку подробное обсуждение этого вопроса выходит за рамки данной статьи, читателю рекомендуется искать дополнительную информацию в соответствующей литературе.[2]

Соединение разнородных материалов
Часто невозможно соединить два металлических компонента с помощью сварки, то есть расплавить часть обоих в непосредственной близости от стыка, если два материала имеют свойства, сильно отличающиеся от свойств их сплава, из-за образования хрупких интерметаллических соединений. Эту ситуацию нельзя изменить даже с помощью электронно-лучевого нагрева в вакууме, но это, тем не менее, позволяет реализовать соединения, отвечающие высоким требованиям к механической компактности и идеально герметичные. Принципиальный подход состоит в том, чтобы плавить не обе части, а только одну с более низкой температурой плавления, в то время как другая остается твердой. Преимущество электронно-лучевой сварки заключается в ее способности локализовать нагрев в точной точке и точно контролировать энергию, необходимую для процесса. Существенный вклад в положительный результат дает атмосфера высокого вакуума. Общее правило для создания швов таким образом заключается в том, что деталь с более низкой температурой плавления должна быть непосредственно доступна для балки.
Возможные проблемы и ограничения

Материал, расплавленный балкой, сжимается во время охлаждения после затвердевания, что может иметь нежелательные последствия, такие как растрескивание, деформация и изменение формы, в зависимости от условий.
В стыковой шов двух пластин приводит к изгибу сварного соединения, потому что в головке расплавлено больше материала, чем в корне сварного шва. Этот эффект, конечно, не такой существенный, как при дуговой сварке.
Еще одна потенциальная опасность - это появление трещин на сварном шве. Если обе части жесткие, усадка сварного шва создает в сварном шве высокое напряжение, которое может привести к трещинам, если материал хрупкий (даже если только после переплавки сваркой). При конструировании свариваемых деталей всегда следует учитывать последствия усадки сварного шва.
Оборудование для электронно-лучевой сварки

С момента публикации Штайгервальдом в 1958 году первого практического оборудования для электронно-лучевой сварки, электронно-лучевая сварка быстро распространилась во всех отраслях техники, в которых может применяться сварка. Для удовлетворения различных требований было разработано множество типов сварочных аппаратов, различающихся по конструкции, объему рабочего пространства, манипуляторам заготовок и мощности луча. Генераторы электронного луча (электронные пушки), разработанные для сварочных работ, могут подавать лучи мощностью от нескольких ватт до примерно ста киловатт. Могут быть реализованы «микросварки» мелких деталей, а также глубокие сварные швы до 300 мм (или даже больше, если необходимо). Вакуумные рабочие камеры различной конструкции могут иметь объем всего несколько литров, но также созданы вакуумные камеры объемом несколько сотен кубических метров.
В частности, в состав оборудования входят:
- Электронная пушка, генерирующая электронный луч,
- Рабочая камера, в основном откачанная до «низкого» или «высокого» вакуума,
- Манипулятор заготовки (механизм позиционирования),
- Электроснабжение и электроника управления и контроля.
- Электронная пушка
В электронной пушке свободные электроны получаются термоэмиссией из горячей металлической ленты (или проволоки). Затем они ускоряются и формируются в узкий сходящийся пучок электрическим полем, создаваемым тремя электродами: перемычкой, излучающей электроны, катодом, подключенным к отрицательному полюсу источника питания высокого (ускоряющего) напряжения (30-200 кВ), и положительному полюсу. электрод высоковольтный, анод. Есть третий электрод, заряженный отрицательно по отношению к катоду, называемый электродом Венельта или управляющим электродом. Его отрицательный потенциал контролирует долю эмитированных электронов, попадающих в ускоряющее поле, то есть ток электронного пучка.
Пройдя отверстие анода, электроны движутся с постоянной скоростью по слегка расходящемуся конусу. Для технологических приложений расходящийся пучок должен быть сфокусирован, что осуществляется магнитным полем катушки, магнитной фокусирующей линзы.
Для правильного функционирования электронной пушки необходимо, чтобы луч был точно отрегулирован относительно оптических осей ускоряющей электрической линзы и магнитной фокусирующей линзы. Это может быть сделано путем приложения магнитного поля определенного радиального направления и силы, перпендикулярного оптической оси, перед фокусирующей линзой. Обычно это реализуется простой системой коррекции, состоящей из двух пар катушек. Регулируя токи в этих катушках, можно создать любое необходимое корректирующее поле.
Пройдя фокусирующую линзу, луч можно направить на сварку либо сразу, либо после отклонения отклоняющей системой. Он состоит из двух пар катушек, по одной для каждого направления X и Y. Они могут использоваться для «статического» или «динамического» отклонения. Статическое отклонение полезно для точного позиционирования балки при сварке. Динамическое отклонение реализуется за счет подачи в отклоняющие катушки токов, которыми можно управлять с помощью компьютера. Это открывает новые возможности для электронно-лучевых приложений, таких как поверхностная закалка или отжиг, точное позиционирование луча и т. Д.
Система быстрого отклонения также может применяться (при наличии соответствующей электроники) для создания изображений и гравировки. В этом случае оборудование работает как сканирующий электронный микроскоп с разрешением около 0,1 мм (ограничено диаметром луча). В аналогичном режиме тонкий управляемый компьютером луч может «писать» или «рисовать» изображение на металлической поверхности, расплавляя тонкий поверхностный слой.
- Рабочая камера
С момента появления первых аппаратов для электронно-лучевой сварки в конце 1950-х годов применение электронно-лучевой сварки быстро распространилось в промышленности и исследованиях во всех высокоразвитых странах. К настоящему времени разработано и реализовано бесчисленное количество различных типов электронно-лучевой техники. В большинстве из них сварка происходит в рабочей вакуумной камере в условиях высокого или низкого вакуума.
Вакуумная рабочая камера может иметь любой желаемый объем от нескольких литров до сотен кубических метров. Они могут быть оснащены электронными пушками, обеспечивающими подачу электронного пучка любой необходимой мощности до 100 кВт, а при необходимости и более. В устройствах с микроэлектронным пучком можно точно сваривать детали с размерами до десятых долей миллиметра. В сварочных аппаратах с электронными лучами достаточно большой мощности можно выполнять сварные швы глубиной до 300 мм.
Есть также сварочные аппараты, в которых электронный луч выводится из вакуума в атмосферу. На таком оборудовании можно сваривать очень большие объекты без огромных рабочих камер.
- Манипуляторы заготовок
Электронно-лучевой сваркой никогда нельзя «управлять вручную», даже если она не выполняется в вакууме, поскольку всегда есть сильные Рентгеновское излучение. Относительное движение балки и заготовки чаще всего достигается вращением или линейным перемещением заготовки. В некоторых случаях сварка осуществляется путем перемещения балки с помощью системы отклонения, управляемой компьютером. Манипуляторы заготовок в большинстве своем разрабатываются индивидуально, чтобы соответствовать конкретным требованиям сварочного оборудования.
- Электроника питания, управления и контроля
Электронно-лучевое оборудование должно быть снабжено соответствующим источником питания для генератора луча. Ускоряющее напряжение можно выбрать от 30 до 200 кВ. Обычно это порядка 60 или 150 кВ, в зависимости от различных условий. С повышением напряжения технические проблемы и цена оборудования быстро возрастают, поэтому, когда это возможно, следует выбирать более низкое напряжение около 60 кВ. Максимальная мощность источника высокого напряжения зависит от максимальной требуемой глубины сварного шва.
Высоковольтное оборудование также должно обеспечивать низкое напряжение, выше 5 В, для нагрева катода и отрицательное напряжение до примерно 1000 В для управляющего электрода.
Электронная пушка также нуждается в низковольтных источниках питания для системы коррекции, фокусирующей линзы и отклоняющей системы. Последнее из упомянутых может быть очень сложным, если оно предназначено для получения изображений с компьютерным управлением, гравировки или аналогичных приложений луча.
Для управления манипулятором заготовок также может потребоваться сложная электроника.
Смотрите также
Рекомендации
- ^ https://www.researchgate.net/publication/301915302_Electron_beam_welding_-_Techniques_and_trends_-_Review
- ^ а б Шульц, Гельмут (1993). Электронно-лучевая сварка. Кембридж, Англия: Издательство Вудхеда / Институт сварки. ISBN 1-85573-050-2.CS1 maint: ref = harv (связь)
- ^ Брайер Дадли (2004-11-29). «Изобретение ученого было отпущено за бесценок». Сиэтл Таймс. Получено 2014-07-24.
- ^ «ИЗОБРЕТАТЕЛЬ И ФИЗИК ДЖЕЙМС РАССЕЛ '53 ПОЛУЧИТ НАГРАДУ VOLLUM НА СОБЫТИИ РИДА» (Пресс-релиз). Офис по связям с общественностью Reed College. 2000 г.. Получено 2014-07-24.
- ^ "Изобретатель недели - Джеймс Т. Рассел - компакт-диск". Массачусетский технологический институт. Декабрь 1999. Архивировано с оригинал 17 апреля 2003 г.
внешняя ссылка
- Шульце, Клаус-Райнер. «Электронно-лучевые технологии». DVS Media, Дюссельдорф, 2012 г.
- Элмер, Джон (2008-03-03). «Стандартизация искусства электронно-лучевой сварки». Ливерморская национальная лаборатория Лоуренса. Архивировано из оригинал на 2008-09-20. Получено 2008-10-16.
- Что такое электронно-лучевая сварка?
- Электронно-лучевая сварка тонкостенных деталей
- Свариваемость различных материалов
- Лептон-Технологии Свариваемость металлов