Дуговая сварка защищенным металлом - Shielded metal arc welding

Дуговая сварка защищенным металлом (SMAW), также известный как ручная дуговая сварка металлом (ММА или же MMAW), дуговая сварка под защитным флюсом[1] или неофициально как сварка палкой, это руководство дуговая сварка процесс, который использует расходные материалы электрод покрытый поток уложить сварной шов.
An электрический ток, в виде либо переменный ток или же постоянный ток из источник питания для сварки, используется для формирования электрическая дуга между электродом и металлы быть присоединился. Заготовка и электрод плавятся, образуя ванну расплавленного металла (сварочная ванна ), который остывает, образуя соединение. При наложении сварного шва флюсовое покрытие электрода разрушается, выделяя пары, которые служат защитный газ и обеспечивая слой шлак, оба из которых защищают зону сварки от атмосферного загрязнения.
Благодаря универсальности процесса, простоте оборудования и эксплуатации дуговая сварка в экранированном металле является одним из первых и наиболее популярных сварочных процессов в мире. Он доминирует в других сварочных процессах в сфере технического обслуживания и ремонта, и хотя порошковая сварка набирает популярность, SMAW по-прежнему широко используется при строительстве тяжелых стальных конструкций и в промышленном производстве. Этот процесс используется в основном для сварки утюг и стали (включая нержавеющая сталь ) но алюминий, никель и медь сплавы также можно сваривать этим методом.[2]
Разработка
После открытия короткоимпульсной электрической дуги в 1800 г. Хэмфри Дэви[3][4] и непрерывной электрической дуги в 1802 г. Василий Петров,[4][5] электросварка мало развивалась, пока Огюст де Меритен разработал горелку с угольной дугой, запатентованную в 1881 году.[1]
В 1885 г. Николай Бенардос и Станислав Ольшевский развитый углеродно-дуговая сварка,[6] получение американских патентов от 1887 г., показывающих элементарный электрододержатель. В 1888 году плавящийся металлический электрод был изобретен Николай Славянов. Позже, в 1890 году, К. Л. Гроб получила Патент США 428,459 за его метод дуговой сварки с использованием металлического электрода. В процессе, как и в случае SMAW, в сварной шов наносился расплавленный электродный металл в качестве присадки.[7]
Около 1900 года Артур Перси Штроменгер и Оскар Кьельберг выпустил первые электроды с покрытием. Strohmenger подержанный глина и Лайм покрытие для стабилизации дуги, а Кьельберг окунул железную проволоку в смеси карбонаты и силикаты для покрытия электрода.[8] В 1912 году компания Strohmenger выпустила электрод с сильным покрытием, но высокая стоимость и сложные методы производства не позволили этим первым электродам получить популярность. В 1927 году разработка экструзия Этот процесс снизил стоимость нанесения покрытия на электроды, позволив производителям производить более сложные смеси для покрытия, предназначенные для конкретных применений. В 1950-х годах производители использовали железный порошок во флюсовом покрытии, что позволило увеличить скорость сварки.[9]
В 1945 году Карл Кристиан Масден описал автоматизированный вариант SMAW, ныне известный как гравитационная сварка.[10] Он ненадолго приобрел популярность в 1960-х годах после того, как получил широкую огласку за его использование в Японский верфи, хотя сегодня его применение ограничено. Еще один малоиспользуемый вариант процесса, известный как сварка петард, был разработан примерно в то же время Георгий Хафергут в Австрия.[11] В 1964 году в лаборатории Bell была разработана лазерная сварка с намерением использовать эту технологию в качестве средства связи. Благодаря большой силе энергии в сочетании с небольшой площадью фокуса этот лазер стал мощным источником тепла для резки и обработки.[12]
Операция
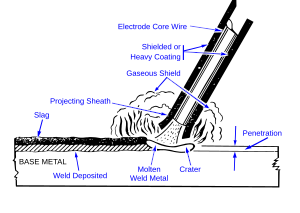
Для зажигания электрической дуги электрод приводят в контакт с заготовкой очень легким прикосновением электрода к основному металлу. Затем электрод слегка отводят назад. Это инициирует дугу и, таким образом, плавление заготовки и расходуемого электрода, а также вызывает прохождение капель электрода от электрода к электроду. сварочная ванна. Зажигание дуги, которая сильно различается в зависимости от состава электрода и заготовки, может быть самым сложным навыком для начинающих. Ориентация электрода относительно заготовки - это место, где наиболее спотыкаются, если электрод держать под перпендикулярным углом к заготовке, наконечник, вероятно, будет прилипать к металлу, который сплавляет электрод с заготовкой, что приведет к очень быстрому нагреву. Наконечник электрода должен располагаться под меньшим углом к заготовке, что позволяет сварочной ванне вытекать из дуги. По мере плавления электрода покрытие флюса разрушается, выделяя защитные газы, которые защищают зону сварного шва от кислород и другие атмосферный газы. Кроме того, флюс образует расплавленный шлак, который покрывает наполнитель при его перемещении от электрода к сварочной ванне. Попав в сварочную ванну, шлак всплывает на поверхность и защищает сварной шов от загрязнения по мере его затвердевания. После затвердевания его необходимо удалить, чтобы обнажить готовый сварной шов. По мере того как сварка продолжается и электрод плавится, сварщик должен периодически останавливать сварку, чтобы удалить оставшуюся часть электрода и вставить новый электрод в электрододержатель. Эта деятельность в сочетании с измельчением шлака сокращает время, которое сварщик может тратить на укладку сварного шва, что делает SMAW одним из наименее эффективных сварочных процессов. Как правило, фактор оператора или процент времени, затрачиваемого оператором на укладку сварного шва, составляет примерно 25%.[13]
Фактически применяемая техника сварки зависит от электрода, состава детали и положения свариваемого соединения. Выбор электрода и положения сварки также определяет скорость сварки. Плоские сварные швы требуют минимум навыков оператора и могут выполняться с помощью электродов, которые плавятся быстро, но медленно затвердевают. Это позволяет повысить скорость сварки.[нужна цитата ]
Сварка под наклоном, вертикальная или перевернутая сварка требует большего мастерства оператора и часто требует использования электрода, который быстро затвердевает, чтобы предотвратить вытекание расплавленного металла из сварочной ванны. Однако это обычно означает, что электрод плавится медленнее, что увеличивает время, необходимое для наложения сварного шва.[14]
Качественный
Наиболее распространенные проблемы качества, связанные с SMAW, включают разбрызгивание сварочного шва, пористость, плохое сплавление, неглубокий провар и растрескивание.[нужна цитата ]
Брызги сварочного шва не влияют на целостность сварного шва, но портят его внешний вид и увеличивают затраты на очистку. Услуги вторичной отделки часто требуются из-за эстетического внешнего вида, вызванного появлением брызг расплава.[15] Это может быть вызвано слишком высоким током, длинной дугой или дуга - состояние, связанное с постоянным током, при котором электрическая дуга отклоняется от сварочной ванны под действием магнитных сил. Выдувание дуги также может вызвать пористость сварного шва, а также загрязнение стыка, высокую скорость сварки и длинную сварочную дугу, особенно при использовании электродов с низким содержанием водорода.[нужна цитата ]
Пористость, часто не видимая без использования передовых неразрушающий контроль методы, вызывают серьезную озабоченность, поскольку потенциально могут ослабить сварной шов. Пористость возникает, когда газовый экран недостаточно защищает расплавленный металл сварного шва во время укладки валика или во время его охлаждения. Что происходит, так это то, что сварной валик передерживается и поглощается; азот, кислород и водород из атмосферы. Когда пористый сварной шов охлаждается, новые абсорбированные газообразные молекулы высвобождаются, и сварщик остается с пористым сварным швом. Еще один дефект, влияющий на прочность сварного шва, - плохой сплав, хотя он часто легко заметен. Это вызвано низким током, загрязнением поверхностей стыков или использованием неподходящего электрода.[нужна цитата ]
Неглубокое проплавление, еще одно нарушение прочности сварного шва, можно решить, уменьшив скорость сварки, увеличив ток или используя электрод меньшего размера. Любой из этих дефектов, связанных с прочностью сварного шва, может сделать сварной шов склонным к растрескиванию, но также могут быть задействованы и другие факторы. Высокое содержание углерода, сплава или серы в основном материале может привести к растрескиванию, особенно если не используются электроды с низким содержанием водорода и предварительный нагрев. Кроме того, детали не следует чрезмерно ограничивать, так как это создает остаточные напряжения в сварном шве и может вызвать растрескивание по мере охлаждения и сжатия сварного шва.[16]
Безопасность

Сварка SMAW, как и другие методы сварки, может быть опасной и вредной для здоровья практикой, если не будут приняты надлежащие меры предосторожности. В процессе используется открытая электрическая дуга, которая представляет опасность ожогов, которые предотвращаются средства индивидуальной защиты в виде тяжелых натуральная кожа перчатки и куртки с длинным рукавом. Кроме того, яркость области сварного шва может привести к состоянию, называемому дуга глаз, в котором ультрафиолетовый свет вызывает воспаление роговица и может сжечь сетчатка глаз. Сварка шлемы с темными лицевыми пластинами носят, чтобы предотвратить это воздействие, и в последние годы были произведены новые модели шлемов с лицевой пластиной, которая самозатемняется при воздействии большого количества ультрафиолетового света. Для защиты посторонних лиц, особенно в промышленных условиях, зону сварки часто окружают полупрозрачные сварочные шторы. Эти шторы, сделанные из поливинил хлорид полиэтиленовая пленка, защищающая находящихся рядом рабочих от воздействия ультрафиолетового излучения электрической дуги, но не должна использоваться для замены стеклянного фильтра, используемого в шлемах.[17]
Кроме того, испаряющийся металл и флюс подвергают сварщиков воздействию опасных газов и частицы иметь значение. В курить произведенный содержит частицы различных типов оксиды. Размер рассматриваемых частиц имеет тенденцию влиять на токсичность дымов, более мелкие частицы представляют большую опасность. Кроме того, такие газы, как углекислый газ и озон может образоваться, что может оказаться опасным при недостаточной вентиляции. Некоторые из последних сварочных масок оснащены вентилятором с электроприводом, который помогает рассеивать вредные пары.[18]
Применение и материалы
Дуговая сварка в экранированном металле - один из самых популярных сварочных процессов в мире, на который в некоторых странах приходится более половины всех сварочных работ. Благодаря своей универсальности и простоте, он особенно широко используется в сфере технического обслуживания и ремонта и широко используется в строительстве стальных конструкций и в промышленном производстве. В последние годы его использование сократилось, так как сварка порошковой проволокой расширилась в строительной отрасли и газовая дуговая сварка стал более популярным в промышленных условиях. Однако из-за низкой стоимости оборудования и широкой применимости этот процесс, вероятно, останется популярным, особенно среди любителей и малых предприятий, где специализированные сварочные процессы неэкономичны и не нужны.[19]
SMAW часто используется для сварки углеродистая сталь, низкий и высокий легированная сталь, нержавеющая сталь, чугун, и ковкий чугун. Хотя менее популярен для цветной материалов, его можно использовать для никеля, меди и их сплавов, а в редких случаях - для алюминия. Толщина свариваемого материала по нижнему пределу ограничивается, прежде всего, навыками сварщика, но редко она опускается ниже 1,5 мм (0,06 дюйма). Верхнего предела не существует: при правильной подготовке шва и использовании нескольких проходов можно соединять материалы практически неограниченной толщины. Кроме того, в зависимости от используемого электрода и навыков сварщика, SMAW можно использовать в любом положении.[20]
Оборудование

Оборудование для дуговой сварки защитным металлом обычно состоит из источника постоянного тока для сварки и электрода с электрододержателем, земля зажим и сварочные кабели (также известные как сварочные провода), соединяющие их. [21]
Источник питания
Источник питания, используемый в SMAW, имеет постоянный выходной ток, гарантируя, что ток (и, следовательно, тепло) остается относительно постоянным, даже если расстояние дуги и напряжение изменяются. Это важно, поскольку большинство приложений SMAW выполняется вручную, и резак должен держать оператор. Если вместо него используется источник постоянного напряжения, трудно поддерживать достаточно устойчивое расстояние дуги, поскольку это может вызвать резкие колебания температуры и затруднить сварку. Однако, поскольку ток не поддерживается абсолютно постоянным, опытные сварщики, выполняющие сложные сварные швы, могут изменять длину дуги, чтобы вызвать незначительные колебания тока.[22]

Предпочтительная полярность системы SMAW в первую очередь зависит от используемого электрода и желаемых свойств сварного шва. Постоянный ток с отрицательно заряженным электродом (DCEN) вызывает нагревание электрода, увеличивая скорость плавления электрода и уменьшая глубину сварного шва. Изменение полярности таким образом, что электрод заряжается положительно (DCEP), а деталь - отрицательно, увеличивает проплавление шва. При переменном токе полярность меняется более 100 раз в секунду, обеспечивая равномерное распределение тепла и баланс между скоростью плавления электрода и проплавлением.[23]
Обычно оборудование, используемое для SMAW, состоит из понижающий трансформатор а для моделей постоянного тока a выпрямитель, который преобразует переменный ток в постоянный. Поскольку в сварочный аппарат обычно подается высоковольтный переменный ток, сварочный трансформатор используется для снижения напряжения и увеличения тока. В итоге вместо 220 V в 50 А Например, мощность, подаваемая трансформатором, составляет около 17–45 В при токах до 600 А. Для достижения этого эффекта можно использовать несколько различных типов трансформаторов, включая несколько катушек и инвертор аппараты, каждая из которых использует разные методы управления сварочным током. Тип с несколькими катушками регулирует ток, либо изменяя количество витков в катушке (в трансформаторах ответвительного типа), либо путем изменения расстояния между первичной и вторичной катушками (в трансформаторах с подвижной катушкой или подвижным сердечником). Инверторы, которые меньше по размеру и, следовательно, более портативны, используют электронные компоненты для изменения текущих характеристик.[24]
Электрические генераторы и генераторы часто используются в качестве портативных источников питания для сварки, но из-за более низкой эффективности и более высоких затрат они реже используются в промышленности. Техническое обслуживание также имеет тенденцию быть более сложным из-за сложности использования двигателя внутреннего сгорания в качестве источника энергии. Однако в одном смысле они проще: в использовании отдельного выпрямителя нет необходимости, поскольку они могут обеспечивать переменный или постоянный ток.[25] Однако агрегаты с приводом от двигателя наиболее практичны в полевых условиях, где сварка часто должна выполняться на открытом воздухе и в местах, где сварочные аппараты трансформаторного типа не подходят для использования из-за отсутствия источника энергии для преобразования.[нужна цитата ]
В некоторых блоках генератор переменного тока по существу такой же, как и в портативных генераторных установках, используемых для питания от сети, модифицированный для выработки более высокого тока при более низком напряжении, но все же с частотой сети 50 или 60 Гц. В более качественных устройствах используется генератор с большим количеством полюсов, который подает ток с более высокой частотой, например, 400 Гц. Меньшее количество времени, в течение которого высокочастотный сигнал находится около нуля, значительно упрощает зажигание и поддержание стабильной дуги, чем с более дешевыми сетевыми частотными наборами или устройствами с сетевым питанием от сети.[нужна цитата ]
Электрод

Выбор электрода для SMAW зависит от ряда факторов, включая материал сварного шва, положение сварки и желаемые свойства сварного шва. Электрод покрыт металлической смесью, называемой флюсом, которая при разложении выделяет газы, чтобы предотвратить загрязнение сварного шва, вводит раскислители для очистки сварного шва, вызывает образование защитного шлака, улучшает стабильность дуги и содержит легирующие элементы для улучшения качество сварного шва.[26] Электроды можно разделить на три группы: электроды, предназначенные для быстрого плавления, называются электродами с «быстрым заполнением», электроды, предназначенные для быстрого затвердевания, называются электродами «быстрого замораживания», а промежуточные электроды называются «электроды с заполнением-замораживанием» или быстросъемные электроды. Электроды с быстрой заливкой предназначены для быстрого плавления, что позволяет максимально увеличить скорость сварки, в то время как электроды с быстрой заморозкой поставляют присадочный металл, который быстро затвердевает, что делает возможной сварку в различных положениях за счет предотвращения значительного смещения сварочной ванны до затвердевания.[27]
Состав сердечника электрода в целом аналогичен, а иногда и идентичен составу основного материала. Но даже несмотря на то, что существует ряд возможных вариантов, небольшая разница в составе сплава может сильно повлиять на свойства полученного сварного шва. Особенно это касается легированных сталей, таких как Стали HSLA. Аналогичным образом, электроды, состав которых аналогичен составу основных материалов, часто используются для сварки цветных металлов, таких как алюминий и медь.[28] Однако иногда желательно использовать электроды с материалами сердечника, значительно отличающимися от материала основы. Например, электроды из нержавеющей стали иногда используются для сварки двух деталей из углеродистой стали и часто используются для сварки деталей из нержавеющей стали с деталями из углеродистой стали.[29]
Покрытия электродов могут состоять из ряда различных соединений, в том числе рутил, фторид кальция, целлюлоза, и железный порошок. Рутиловые электроды, покрытые 25–45% TiO2, характеризуются простотой использования и хорошим внешним видом сварного шва. Однако они создают сварные швы с высоким содержанием водорода, что обнадеживает. охрупчивание и растрескивание. Электроды, содержащие фторид кальция (CaF2), иногда известные как электроды с основным или низким содержанием водорода, являются гигроскопичный и должны храниться в сухих условиях. Они дают прочные сварные швы, но с грубой и выпуклой поверхностью стыка. Электроды покрытые целлюлозой, особенно в сочетании с рутилом, обеспечивают глубокое проплавление сварных швов, но из-за их высокого содержания влаги необходимо использовать специальные процедуры для предотвращения чрезмерного риска растрескивания. Наконец, порошок железа - это обычная добавка к покрытию, которая увеличивает скорость заполнения сварного шва электродом до двух раз.[30]
Чтобы идентифицировать разные электроды, Американское общество сварки создало систему, которая присваивает электродам четырех- или пятизначный номер. Покрытые электроды из малоуглеродистой или низколегированной стали имеют приставку E, а затем их количество. Первые две или три цифры номера указывают предел прочности металла шва на разрыв в тысячах фунтов на квадратный дюйм (тыс. фунтов на квадратный дюйм). Предпоследняя цифра обычно определяет допустимые положения сварки с электродом, обычно используя значения 1 (обычно быстро замораживаемые электроды, подразумевающие сварку во всех положениях) и 2 (обычно электроды с быстрой заливкой, подразумевающие только горизонтальную сварку). Сварочный ток и тип покрытия электрода указываются двумя последними цифрами вместе. Когда это применимо, используется суффикс для обозначения легирующего элемента, вносимого электродом.[31]
Обычные электроды включают E6010, быстрозамораживаемый универсальный электрод с минимальным пределом прочности на разрыв 60 тысяч фунтов на квадратный дюйм (410МПа ), который работает с использованием DCEP, и обеспечивает глубокое проплавление сварного шва с помощью мощной дуги, способной прожигать легкую ржавчину или оксиды на заготовке. E6011 аналогичен, за исключением того, что его флюсовое покрытие позволяет использовать его с переменным током в дополнение к DCEP. E7024 - это быстро заполняющийся электрод, используемый в основном для выполнения плоских или горизонтальных угловых швов с использованием переменного тока, DCEN или DCEP. Примерами наполняющих замораживающих электродов являются E6012, E6013 и E7014, каждый из которых обеспечивает компромисс между высокой скоростью сварки и сваркой во всех положениях.[32]
Варианты процесса
Хотя SMAW - это почти исключительно процесс ручной дуговой сварки, существует одно заметное изменение процесса, известное как гравитационная сварка или сварка под действием силы тяжести. Он служит автоматизированной версией традиционного процесса дуговой сварки защищенным металлом, в котором используется электрододержатель, прикрепленный к наклонной планке по длине сварного шва. После запуска процесс продолжается до тех пор, пока электрод не израсходуется, что позволяет оператору управлять несколькими системами гравитационной сварки. Используемые электроды (часто E6027 или E7024) покрыты сильным флюсом и обычно имеют длину 71 см (28 дюймов) и толщину около 6,35 мм (0,25 дюйма). Как и в ручном SMAW, используется сварочный источник постоянного тока с постоянным или переменным током отрицательной полярности. В связи с ростом использования процессов полуавтоматической сварки, таких как дуговая сварка порошковой проволокой, популярность сварки под действием силы тяжести упала, поскольку ее экономическое преимущество перед такими методами часто минимально. Другие методы, связанные с SMAW, которые используются еще реже, включают сварку петардом, автоматический метод выполнения стыковых и угловых швов и сварку массивными электродами, процесс сварки крупных компонентов или конструкций, которые могут наплавить до 27 кг (60 фунтов) сваривать металл в час.[11]
Примечания
- ^ а б Хоулдкрофт, П. Т. (1973) [1967]. «Глава 3: Дуговая сварка в защитном флюсе». Сварочные процессы. Издательство Кембриджского университета. п. 23. ISBN 978-0-521-05341-9.
- ^ Кэри и Хелцер 2005, стр. 102–103
- ^ Герта Айртон. Электрическая дуга, стр. 20 и 94. D. Van Nostrand Co., Нью-Йорк, 1902 год.
- ^ а б Андерс, А. (2003). «Отслеживание происхождения науки о дуговой плазме-II. Ранние непрерывные разряды». IEEE Transactions по науке о плазме. 31 (5): 1060–9. Bibcode:2003ITPS ... 31.1060A. Дои:10.1109 / TPS.2003.815477.
- ^ Большая Советская Энциклопедия, Статья "Дуговой разряд" (англ. электрическая дуга)
- ^ США 363320, Бенардос, Николай & Станислав Ольшевский "Процесс и аппараты для обработки металлов прямым приложением электрического тока", выпущенный 17 мая 1887 г.
- ^ Кэри и Хелцер 2005, п. 5
- ^ Кэри и Хелцер 2005, п. 6
- ^ Линкольн Электрик 1994, стр. 1.1-4–1.1–6, 1.1–8
- ^ Карл Кристиан Масден: Полуавтоматы и способы дуговой сварки. Патент США № US2470178A от 16 марта 1945 г. (Денемарк) и 17 мая 1949 г. (США).
- ^ а б Кэри и Хелцер 2005, стр. 115–116
- ^ Филбин, Том. 100 величайших изобретений всех времен: рейтинг прошлого и настоящего. Kensington Publishing Corp. стр. 17.
- ^ Кэри и Хелцер 2005, стр.102, 115
- ^ Линкольн Электрик 1994, стр. 6.2-1
- ^ «Понимание различных типов сварки - КОМПАНИЯ G.E. MATHIS». G.E. КОМПАНИЯ MATHIS. 2017-12-13. Получено 2018-01-08.
- ^ Линкольн Электрик 1994, стр. 6.2-18–6.2–20, 3.2–1
- ^ Кэри и Хелцер 2005, стр. 42, 49–51
- ^ Кэри и Хелцер 2005, стр. 52–62
- ^ Линкольн Электрик 1994, стр. 5.1-1–5.1–2
- ^ Кэри и Хелцер 2005, п. 103
- ^ Оборудование для ручной дуговой сварки металла https://www.twi-global.com/technical-knowledge/job-knowledge/equipment-for-manual-metal-arc-mma-or-sma-welding-014
- ^ Джеффус 1999, п. 47.
- ^ Джеффус 1999 С. 46–47.
- ^ Джеффус 1999 С. 49–53.
- ^ Джеффус 1999, с. 49, 52–53.
- ^ Кэри и Хелцер 2005, п. 104
- ^ Линкольн Электрик 1994, п. 6.2-1
- ^ Линкольн Электрик 1994, стр. 6.2-13, 9.2-1, 10.1-3
- ^ Линкольн Электрик 1994, стр. 7.2-5, 7.2-8
- ^ Weman 2003, стр. 65–66
- ^ Кэри и Хелцер 2005, п. 105
- ^ Линкольн Электрик 1994, стр. 6.2-7–6.2–10
Рекомендации
- Кэри, Говард Б.; Хельцер, Скотт К. (2005), Современные сварочные технологии, Верхняя Сэдл-Ривер, Нью-Джерси: Pearson Education, ISBN 978-0-13-113029-6
- Джеффус, Ларри (1999), Сварка: принципы и применение (4-е изд.), Олбани, Нью-Йорк: Томсон Делмар, ISBN 978-0-8273-8240-4
- Линкольн Электрик (1994), Руководство по дуговой сварке, Кливленд, Огайо: Lincoln Electric, ISBN 978-99949-25-82-7
- Miller Electric Mfg Co (2013). Рекомендации по дуговой сварке защищенного металла (SMAW) (PDF). Appleton, Висконсин: Miller Electric Mfg Co. Архивировано из оригинал (PDF) на 2015-12-08.
- Веман, Клас (2003), Справочник по сварочным процессам, Нью-Йорк: CRC Press, ISBN 978-0-8493-1773-6