Сварочный дефект - Welding defect - Wikipedia
А дефект сварки любой недостаток, который ставит под угрозу полезность сварка. Существует большое разнообразие сварка дефекты. Дефекты сварки классифицируются в соответствии с ISO 6520.[1] в то время как их допустимые пределы указаны в ISO 5817 [2] и ISO 10042.[3]
Основные причины
Согласно Американское общество инженеров-механиков (ASME) причины дефектов сварки можно разбить следующим образом: 41 процент плохих условий процесса, 32 процента ошибок оператора, 12 процентов неправильной техники, 10 процентов неправильных расходных материалов и 5 процентов плохих сварных канавок.[4]
Хрупкость водорода
Остаточные напряжения
Величину напряжения, которое может образоваться при сварке, можно приблизительно рассчитать, используя:[5]

Где E Модуль для младших, α - коэффициент температурного расширения, ΔT - изменение температуры. Для стали это примерно 3,5 ГПа (510 000 фунтов на квадратный дюйм).
Типы
Трещины
Дефекты, связанные с перелом.
Удары дуги
Дуговый разряд - это разрыв непрерывности, возникающий в результате дуги, состоящей из любого локализованного переплавленного металла, металла, подвергшегося термическому воздействию, или изменения профиля поверхности любого металлического объекта. [6]Разряды дуги приводят к локальному нагреву основного металла и очень быстрому охлаждению. Находясь за пределами предполагаемой области сварного шва, они могут привести к упрочнению или локальному растрескиванию, а также могут служить потенциальными участками для инициирования разрушения. В конструкциях со статической нагрузкой искры дуги не нужно удалять, если только такое удаление не требуется в контрактных документах. Однако в конструкциях с циклической нагрузкой разряды дуги могут привести к концентрациям напряжений, которые могут отрицательно повлиять на работоспособность таких конструкций, поэтому их следует отшлифовать до гладкости и проверить визуально на наличие трещин. [7]
Холодное растрескивание
Остаточные напряжения могут снизить прочность основного материала и привести к катастрофическому разрушению из-за холодного растрескивания. Холодное растрескивание ограничивается сталями и связано с образованием мартенсит по мере остывания сварного шва. Растрескивание происходит в зоне термического влияния основного материала. Чтобы уменьшить деформацию и остаточные напряжения, количество подводимого тепла должно быть ограничено, а последовательность сварки должна быть не от одного конца непосредственно к другому, а, скорее, сегментами.[8]
Холодное растрескивание происходит только при соблюдении всех следующих условий:[9]
- чувствительная микроструктура (например мартенсит )
- водород присутствует в микроструктуре (хрупкость водорода )
- рабочая температура окружающей среды (нормальное атмосферное давление): от -100 до +100 ° F
- высокая сдержанность
Устранение любого из них устранит это состояние.
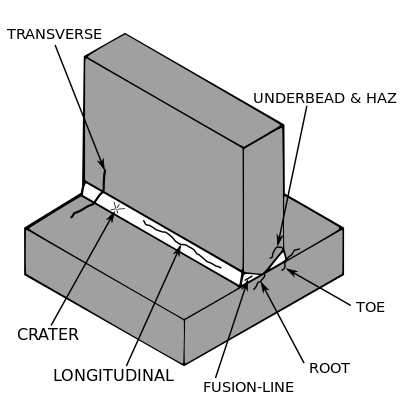
Кратерная трещина
Кратерные трещины возникают при разрыве сварочной дуги. Кратер образуется при наличии достаточного количества расплавленного металла для заполнения полости дуги.[10]
Шляпа трещина
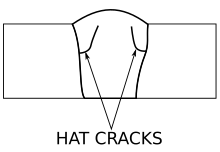
Трещины шляпки получили свое название от формы поперечного сечения сварного шва, потому что сварной шов расширяется на поверхности сварного шва. Трещина начинается на линии плавления и распространяется вверх по сварному шву. Обычно они вызваны слишком большим количеством Напряжение или не хватает скорости.[10]
Горячее растрескивание
Горячее растрескивание, также известное как растрескивание при затвердевании, может происходить со всеми металлами и происходит в зоне плавления сварного шва. Чтобы уменьшить вероятность этого типа растрескивания, следует избегать чрезмерного удержания материала и использовать соответствующий наполнитель.[8] Другие причины включают слишком высокий сварочный ток, плохую конструкцию соединения, которое не рассеивает тепло, примеси (например, сера и фосфор ), предварительный нагрев, слишком высокая скорость и длинные дуги.[11]
Трещина под бортом
Трещина под бортом, также известная как трещина зоны термического влияния (HAZ),[12] трещина, образующаяся на небольшом расстоянии от линии сплавления; это происходит в низколегированный и высоколегированная сталь. Точные причины возникновения трещин такого типа до конца не изучены, но известно, что растворенные водород должен присутствовать. Другим фактором, влияющим на этот тип трещины, является внутренние напряжения в результате: неравномерной усадки основного металла и металла шва, ограничения основного металла, напряжений от образования мартенсита и напряжений от осадки водорода из металла.[13]
Продольная трещина
Продольные трещины проходят по длине сварного шва. Есть три типа: проверить трещины, корневые трещины, и трещины по всей средней линии. Проверьте, что трещины видны с поверхности и частично заходят в сварной шов. Обычно они вызваны высокой усадкой. подчеркивает, особенно на последних проходах, или механизмом горячего растрескивания. Корневые трещины начинаются у корня и частично доходят до сварного шва. Они являются наиболее распространенным типом продольных трещин из-за небольшого размера первого сварного шва. Если не устранить этот тип трещины, то она, как правило, будет распространяться на последующие проходы сварного шва, как обычно образуются полные трещины (трещина от корня до поверхности).[10]
Повторный нагрев крекинга
Растрескивание при повторном нагреве - это тип растрескивания, который происходит в Стали HSLA, особенно хром, молибден и ванадий стали при последующем нагреве. Это явление также наблюдалось в аустенитных нержавеющих сталях. Это вызвано плохой пластичностью ползучести в зоне термического влияния. Любые имеющиеся дефекты или зазубрины усугубляют образование трещин. Вещи, которые помогают предотвратить растрескивание при повторном нагреве, включают термообработку сначала с замачиванием при низкой температуре, а затем с быстрым нагревом до высоких температур, измельчение или упрочнение сварных швов, а также с использованием техники двухслойной сварки для улучшения HAZ структура зерна.[14][15]
Трещины на корнях и пальцах ног
Корневая трещина - это трещина, образованная коротким валиком у основания (подготовки кромки) в начале сварки, слабым током в начале и из-за использования неподходящего присадочного материала. Основная причина таких трещин - водородная хрупкость. Эти типы дефектов можно устранить, используя высокий ток на старте и надлежащий присадочный материал. Трещина на носке возникает из-за содержания влаги в зоне сварки, она является частью поверхностной трещины, поэтому ее легко обнаружить. Предварительный нагрев и правильное формирование швов являются обязательными для устранения таких дефектов.
Поперечная трещина
Поперечные трещины перпендикулярны направлению шва. Как правило, это результат продольных усадочных напряжений, действующих на металл шва с низкой пластичностью. Кратерные трещины возникают в кратере при преждевременном прекращении сварочной дуги. Кратерные трещины обычно неглубокие, горячие трещины обычно образуют одиночные или звездчатые трещины. Эти трещины обычно начинаются у кратерной трубы и проходят продольно в кратере. Однако они могут перерасти в продольные трещины сварного шва в остальной части шва.
Искажение
Методы сварки, предполагающие плавление металла в месте соединения, обязательно склонны к усадке по мере остывания нагретого металла. Затем усадка вызывает остаточные напряжения и деформацию. Искажение может стать серьезной проблемой, поскольку конечный продукт не имеет желаемой формы. Чтобы уменьшить некоторые виды деформации, заготовки можно смещать, чтобы после сварки изделие имело правильную форму.[16] На следующих рисунках описаны различные типы сварочной деформации:[17]

Поперечная усадка

Угловое искажение

Продольная усадка

Скругленное искажение

Искажение нейтральной оси




Включение газа
Газовые включения - это широкий спектр дефектов, в том числе: пористость, дыры, и трубы (или же червоточины). Основная причина газовых включений - захват газа затвердевшим сварным швом. Образование газа может быть вызвано любой из следующих причин - высокий сера содержание в заготовке или электрод, чрезмерная влажность электрода или детали, слишком короткое дуга, или неправильная сварка Текущий или же полярность.[12]
Включения
Есть два типа включений: линейные включения и округлые включения. Включения могут быть либо изолированные или же совокупный. Линейные включения возникают, когда есть шлак или же поток в сварном шве. При использовании флюса образуется шлак, поэтому дефект этого типа обычно возникает в процессах сварки, в которых используется флюс, например дуговая сварка в среде защитного металла, порошковая сварка, и сварка под флюсом, но это также может произойти в газовая дуговая сварка. Этот дефект обычно возникает в сварных швах, которые требуют нескольких проходов, и между сварными швами плохое перекрытие. Плохое перекрытие не позволяет шлаку от предыдущего сварного шва расплавиться и подняться до вершины нового сварного шва. Это также может произойти, если предыдущий сварной шов оставил поднутрение или неровный профиль поверхности. Во избежание включения шлака следует очищать шлак от сварного шва между проходами через шлифование, проволочная щетка, или сколы.[18]
Изолированные включения возникают при ржавчина или же окалина присутствует на основном металле.[19]
Отсутствие сплавления и неполное проникновение
Недостаток плавления - это плохая адгезия сварного шва к основному металлу; Неполный проплав - это сварной валик, который не начинается у основания сварной канавки. Неполное проплавление формирует каналы и щели в корне сварного шва, которые могут вызвать серьезные проблемы в трубах, поскольку в этих областях могут оседать коррозионные вещества. Такие дефекты возникают при несоблюдении сварочных процедур; возможные причины включают настройку тока, длину дуги, угол электрода и манипуляции с электродом.[20] Дефекты можно классифицировать как критические и некритические. Пористость (пузырьки) в сварном шве обычно в определенной степени приемлема. Шлаковые включения, поднутрения и трещины обычно недопустимы. Некоторая пористость, трещины и включения шлака видны и могут не нуждаться в дополнительной проверке, чтобы потребовать их удаления. Такие небольшие дефекты можно проверить с помощью теста на проникновение жидкости (проверка красителя). Включения шлака и трещины прямо под поверхностью можно обнаружить с помощью магнитопорошковой инспекции. Более глубокие дефекты могут быть обнаружены с помощью методов рентгенологического (рентгеновское) и / или ультразвукового (звуковые волны) тестирования.
Ламеллярный разрыв
Пластинчатый разрыв - это тип сварочного дефекта, который возникает в свернутый стали пластины, которые были сварены вместе из-за сил усадки, перпендикулярных сторонам пластин.[21] С 1970-х годов изменения в производственной практике, ограничивающие количество сера значительно снизили частоту возникновения этой проблемы.[22]
Пластинчатый разрыв вызван в основном: сернистый включения в материале. Другие причины включают превышение водород в сплаве. Этот дефект можно уменьшить, если содержание серы в стальном сплаве будет ниже 0,005%.[22] Добавление редкоземельные элементы, цирконий, или же кальций к сплаву для управления конфигурацией включений серы по всей металлической решетке также может смягчить проблему.[23]
Изменение процесса строительства для использования отлитый или же кованый детали вместо сварных деталей могут устранить эту проблему, поскольку пластинчатый разрыв происходит только в сварных деталях.[21]
Подрез

Подрезание - это когда сварной шов уменьшается толщина поперечного сечения основного металла, что снижает прочность сварного шва и деталей. Одной из причин этого типа дефекта является чрезмерный ток, вызывающий плавление краев стыка и просачивание в сварной шов; это оставляет желобчатое впечатление по длине сварного шва. Другая причина заключается в том, что используется плохая техника, которая не дает достаточно депозита. присадочный металл по краям сварного шва. Третья причина - использование неподходящего присадочного металла, так как он создаст большую температурные градиенты между центром сварного шва и краями. Другие причины включают слишком маленький угол наклона электрода, демпфированный электрод, чрезмерную длину дуги и низкую скорость.[24]
Рекомендации
- ^ BS EN ISO 6520-1: «Сварка и родственные процессы - Классификация геометрических дефектов металлических материалов - Часть 1: Сварка плавлением» (2007)
- ^ BS EN ISO 5817: «Сварка - Сварные соединения плавлением стали, никеля, титана и их сплавов (за исключением лучевой сварки) - Уровни качества для дефектов» (2007)
- ^ BS EN ISO 10042: «Сварка. Дуговые сварные соединения алюминия и его сплавов. Уровни качества для дефектов» (2005 г.)
- ^ Мэтьюз, Клиффорд (2001), Справочник инженера ASME, ASME Press, стр. 211, ISBN 978-0-7918-0155-0.
- ^ Бык, Стив (2000-03-16), Величина создаваемых напряжений, Университет Ньюкасл-апон-Тайн, архив из оригинал на 2009-12-06, получено 2009-12-06.
- ^ AWS A3.0: 2020 - Стандартные термины и определения сварки
- ^ aisc.org/steel-solutions-center/engineering-faqs/8.5.-repairs
- ^ а б Кэри и Хелцер 2005 С. 404–405.
- ^ [1] Краткое руководство по устранению неисправностей сварочного аппарата MIG
- ^ а б c Радж, Джаякумар и Тавасимуту, 2002 г., п. 128.
- ^ Бык, Стив (2000-03-16), Факторы, способствующие горячему растрескиванию, Университет Ньюкасл-апон-Тайн, архив из оригинал на 2009-12-06, получено 2009-12-06.
- ^ а б Радж, Джаякумар и Тавасимутху 2002, п. 126.
- ^ Рампаул 2003, п. 208.
- ^ Бык, Стив (2000-03-16), Повторный нагрев крекинга, Университет Ньюкасл-апон-Тайн, архив из оригинал на 2009-12-07, получено 2009-12-06.
- ^ Бык, Стив (2000-03-16), Повторный нагрев крекинга, Университет Ньюкасл-апон-Тайн, архив из оригинал на 2009-12-07, получено 2009-12-06.
- ^ Weman 2003, стр. 7–8.
- ^ Бык, Стив (2000-03-16), Неисправности и дефекты сварки, Университет Ньюкасл-апон-Тайн, архив из оригинал на 2009-12-06, получено 2009-12-06.
- ^ Дефекты / несовершенства сварных швов - включения шлака, заархивировано из оригинал на 2009-12-06, получено 2009-12-05.
- ^ Бык, Стив (2000-03-16), Неисправности и дефекты сварки, Университет Ньюкасл-апон-Тайн, архив из оригинал на 2009-12-05.
- ^ Рампаул 2003, п. 216.
- ^ а б Бык, Стив (2000-03-16), Неисправности и дефекты сварки, Университет Ньюкасл-апон-Тайн, архив из оригинал на 2009-12-04.
- ^ а б Тем не менее, Дж. Р., Понимание отказов водорода, получено 2009-12-03.
- ^ Гинзбург, Владимир Б .; Баллас, Роберт (2000), Основы плоской прокатки, CRC Press, стр. 142, ISBN 978-0-8247-8894-0.
- ^ Рампаул 2003 С. 211–212.
Библиография
- Кэри, Говард Б.; Хельцер, Скотт К. (2005), Современные сварочные технологии, Река Верхнее Седл, Нью-Джерси: Pearson Education, ISBN 0-13-113029-3.
- Радж, Балдев; Jayakumar, T .; Тавасимутху, М. (2002), Практический неразрушающий контроль (2-е изд.), Woodhead Publishing, ISBN 978-1-85573-600-9.
- Рампаул, Хубасар (2003), Процедуры сварки труб (2-е изд.), Industrial Press, ISBN 978-0-8311-3141-8.
- Морено, Прето (2013), Сварочные дефекты (1-е изд.), Аракне, ISBN 978-88-548-5854-1.
- Веман, Клас (2003), Справочник по сварочным процессам, Нью-Йорк, Нью-Йорк: CRC Press, ISBN 0-8493-1773-8.