Термоустановка - Heatsetting
Эта статья включает Список ссылок, связанное чтение или внешняя ссылка, но его источники остаются неясными, потому что в нем отсутствует встроенные цитаты. (Апрель 2015 г.) (Узнайте, как и когда удалить этот шаблон сообщения) |
Установка тепла это термин, используемый в текстильная промышленность для описания теплового процесса, обычно происходящего в атмосфере пара или сухое тепло среда. Эффект от процесса дает волокна, пряжа или стабильность размеров ткани и, очень часто, другие желательные характеристики, такие как больший объем, устойчивость к складкам или термостойкость. Очень часто термофиксация также используется для улучшения характеристик последующих процессов.
Термостекла может устранить тенденцию к нежелательному закручиванию. В намотке, скручивании, плетении, тафтинг и в процессах вязания повышенная склонность к закручиванию может вызвать трудности при обработке пряжи. При использовании режима нагрева для ковра пряжа желательные результаты включают не только уменьшение крутящего момента, но также стабилизацию или фиксацию волоконной нити. Как стабилизация скручивания, так и стабилизация эффекта фриза являются результатом процесса термофиксации. Отверждение при нагревании дает преимущества как для штапельной пряжи, так и для пряжи из объемной непрерывной нити (BCF). Отверждение тепла часто приводит к увеличению объема синтетических волокон. Этот рост объема обычно называют «объемным развитием». Все процессы, использующие температуру и / или влажность для придания текстилю одного из вышеупомянутых свойств, известны как термофиксация. Термин «термическая фиксация» используется реже. В ковровой промышленности этот процесс называется исключительно термической установкой.
Склонность к сморщиванию
Склонность к складкам обусловлена технологическими условиями прядения. пряжа производство и физический волокно характеристики. Прежде всего, «технологические условия производства пряжи» означает крутящий момент нити. Скрученная нить всегда будет скручиваться, когда она свободно свисает между двумя фиксированными точками в виде петли. При этом он отказывается от части своего первоначального скручивания, которая превращается в спирали, направление скручивания которых противоположно первоначальному направлению скручивания. Это развитие скрутки в противоположном направлении происходит, когда скрученная пряжа пытается достичь равновесия.

Скручивание в противоположном направлении происходит из-за напряжений, возникающих в результате скручивания пряжи, которое Мюллер указал на диаграмме натяжения и давления. Общее натяжение, препятствующее скручиванию, увеличивается по сравнению с увеличением скручивания из-за увеличения натяжения и давления пучка волокон в пряжи. Он может стать настолько прочным, что сердечник резьбы деформируется, когда он больше не сможет выдерживать деформации сжатия. Пряжа скручивается, что означает, что пряжа пытается достичь состояния равновесия, при котором скручивание в направлении, противоположном первоначальному направлению скручивания, уравновешивает крутящий момент пряжи. Эти скрутки также называют отрицательными скручиваниями. В этом состоянии равновесия внутренние скручивающие напряжения компенсируют друг друга. Нить всегда изгибается в месте с небольшим поперечным сечением из-за ее неровности. Во время процесса прядения это место подвергалось большему количеству скручиваний и поэтому подвергалось более высоким внутренним напряжениям, которые в конечном итоге разрушали сердцевину нити. Хотя более толстая пряжа менее скручена, чем тонкая, внутреннее натяжение возрастает противоположно размеру пряжи. Более мелкая пряжа более ослабляется при пропаривании. Другими положительными аспектами пропаривания являются уменьшение скручивания и, в то же время, настройка физических свойств плотности и растяжения, придаваемых пряже при скручивании.
Химический процесс
В зависимости от материала пряжи есть совершенно разные варианты поведения. Много известно о пропаривании шерстяной пряжи, но необходимы дополнительные исследования в отношении пропаривания искусственных волокон и хлопка.
Шерсть
Как только пар поступает, пряжа сразу увеличивается количество влаги из-за нагрева пряжи и конденсации пара. Согласно Спикманну, в растянутом шерстяном волокне можно наблюдать следующие явления: Боковые цепи цистина подвергаются гидролизу на серном мостике, где цистин растворяется в цистеин и еще не выделенную сульфоновую кислоту.

1. Водородные мостики между пептидными группами (полярная связь)
2. Цистиновый мостик (ковалентная связь)
3. Солевой мостик между двумя аминокислотами (ионная связь).
4. Гидрофобная связь между валином и остатком изолята (неполярная связь)
Прерывистый эллипс показывает часть, в которой вытесняется вода.
Ионизацию можно увидеть на мостиках, образовавшихся в результате выделения соли. Из-за повышения температуры волокон во время пропаривания возникают колебания молекул, которые приводят к разрыву водородных мостиков; теперь высвобождаются остаточные валентности, способные насыщаться дипольной водой. Затем вода действует как смазка между отдельными молекулами. Таким образом, связи основных цепей между собой растворяются боковыми цепями, отдельные полипептидные цепи могут смещаться друг относительно друга, и напряжения приходят в равновесие (см. Иллюстрацию 4). При продолжении пропаривания пряжи между отдельными компонентами основных цепей образуются новые боковые цепи. Когда, наконец, пряжа высыхает, то есть баланс влаги, возникающий внутри пряжи, снова высвобождается соль и образуются водородные мостики. Теперь отдельные полипептидные цепи больше не могут смещаться друг относительно друга, и волокна вновь обрели свою прежнюю плотность, но без значительного напряжения внутри.
Устанавливается пряжа или двойная крутка. Конечно, при выравнивании натяжения путем пропаривания необходимо учитывать морфологическую структуру волокон. Поскольку шерстяное волокно очень быстро нагревается до температуры для разрушения водородных мостиков и пара для гидролиза цистиновых мостиков, возможна относительно быстрая модификация крутки, которая примерно соответствует значениям пряжи с замедленным автоклавом; тем не менее, качество пропаривания при паровом пропаривании намного лучше с точки зрения равномерности поглощения влаги.
Синтетическое волокно

1. домены из аморфных волокон
2. домены кристаллического волокна
3. сила сцепления
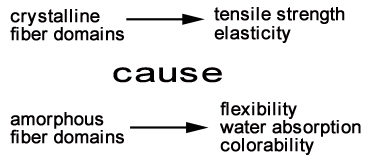
Синтетические волокна можно разделить на два волоконных домена: кристаллический (организованный) домен и аморфный (неорганизованный) домен. В кристаллических доменах физические силы притяжения действуют между близко параллельными линиями полимеры. Эти силы, действующие поперек оси волокна, создают плотность волокна. Если к волокну приложено натяжение, эти силы препятствуют его разрыву.
Напротив, домены аморфного волокна действуют как звенья волокон. Они отвечают за прочность волокон на изгиб. Кроме того, домены из аморфных волокон делают возможным проникновение воды или красителя.
Во время обработки паром нагревание волокна заставляет его молекулы начать колебаться. Увеличение колебаний, на которое могут влиять степень и период нагрева, растворяет силы электрической связи в волокне; сначала в аморфных доменах, затем в кристаллических и, наконец, в полимерах. Как и в случае с шерстью, напряжение, вызванное прядение освобождены. Во время сушки или охлаждения волокно, связывающие силы восстанавливаются без напряжения во внутренней части.
Проблема синтетические волокна заключается в том, что уменьшение связывающих сил происходит только между так называемой точкой деформации (начало преобразования твердых затвердевших - аморфных волоконных доменов в вязкоупругое - легко деформируемое состояние) и точкой искажения (кристаллические волокнистые домены превращаются в также вязкоупругое состояние), которое находится в относительно высоком температурном диапазоне.
Температура стеклования и точка деформации искусственного волокна
| Материал | Точка деформации | Температура искажения |
|---|---|---|
| Полиэстер | 80-85 ° С | 230-240 ° С |
| Нейлон 6 | 80-85 ° С | 180-200 ° С |
| Нейлон 66 | 90-95 ° С | 220-235 ° С |
Это также объясняет тот факт, что шерсть, смешанная с синтетическими волокнами, сложнее схватывать, чем чистая шерсть. Отверждение синтетических волокон возможно только в диапазоне температур от 85 до 95 ° C. Напротив, чистая шерсть очень хорошо схватывается при таких температурах.
Хлопок
При поточном пропаривании хлопок играет более или менее второстепенную роль. Точный физический или химический процесс в волокне неизвестен.
Применение в ковровой промышленности
Качество обрезных ворсовых ковров значительно улучшается за счет снижения внутренних напряжений пряжи. Это существенное преимущество является результатом обработки паром и термофиксации.
Классификация ковров
Стили ковров делятся на два основных типа. Эти типы ковров с петлевым ворсом и ковры с коротким ворсом. Процесс термофиксации особенно важен для ворса и его разновидностей (саксония, шаг, фриз).
Определение наконечника (определение точного наконечника)

Обычно, когда пряжа разрезается, концы изнашиваются так же, как концы тесьмы или веревки, когда их разрезают, и образуется своего рода кисть. На коврах с коротким ворсом следует избегать этого истирания. Как показали научные исследования, ковер с обрезанным ворсом и истрепанными концами пряжи будет иметь плохой внешний вид, более короткий жизненный цикл и эргономические недостатки для «ходунка». Ковер менее эластичен и не поглощает шаги пользователя так же, как ковер с термофиксацией. Ковер из термофиксированной пряжи более привлекателен, прочен и удобен для пользователя. Добавленная стоимость термоотверждаемого ковра значительна. Обычно ковер, отвержденный при нагревании, можно идентифицировать по его зернистой структуре, которая в промышленности называется «точечным кончиком». Внешний вид обрезанных концов сваи похож на штыревые наконечники.
Текущие процессы термофиксации
В текстильной промышленности известно несколько различных процессов термофиксации. Здесь представлены самые важные.
Настройка нагрева автоклава

Самый старый процесс нагрева - это режим нагрева в автоклаве. В основном это прерывистый процесс. В автоклавных установках используется вакуум и / или давление. Текстильный материал загружается в автоклав на бобинах, мотках или в контейнере. Поскольку почти все автоклавы подвергаются определенному давлению, они обычно имеют цилиндрическую форму и устанавливаются горизонтально. Чаще всего автоклавы загружаются и разгружаются с конца цилиндра, но некоторые из них могут загружаться с одного конца и разгружаться с другого. Автоклавы, устанавливаемые вертикально, существуют, но встречаются реже. Они в основном используются для синтетической пряжи, такой как полиэстер, полиэтилен, полипропилен и нейлон.
Паровой процесс
Для автоматизации прядения / намотки звена существует так называемый «поточный отпариватель». Первый известный процесс такого типа - Steamatic от Resch. В этом случае процесс термофиксации происходит между кольцепрядильной и намоточной машинами. Как только кольцепрядильная машина закончит прядение, загруженные бобины отправляются в поточный отпариватель. Эти бобины пропариваются там вакуумным методом и снова сушатся в течение нескольких секунд. После обработки паром и сушки бобины транспортируются на намоточную машину, где их повторно наматывают на паковку с перекрестной намоткой.
В настоящее время ковровая промышленность использует два непрерывных процесса: процесс термофиксации и процесс TVP, который был основан на технологии автоклавирования.
Технология Power-Heat-Set
Процесс Power-Heat-Set, ранее известный как Suessen, был разработан в начале 1970-х годов и стал первой системой непрерывного нагрева в мире. Сам процесс был революционным в том смысле, что это была первая система, работавшая не с насыщенным паром и давлением, а со смесью перегретый пар / воздух при атмосферном давлении. Используя эту инновационную технологию, были созданы совершенно новые коллекции ковров. В процессе Power-Heat-Set нити и волокна слегка окисляются на поверхности из-за присутствующего в окружающей атмосфере кислорода и более высоких температур. Эта капиллярная оксидная пленка делает ковер более устойчивым к пятнам. Частицы грязи меньше прилипают к волокнам.
Процесс SUPERBA TVP
В дополнение к технологии Power-Heat-Set существует процесс SUPERBA TVP3, который также является непрерывным. В процессе TVP3 пряжа помещается на конвейерную ленту и вставляется через шлюз в напорный туннель, длина которого может достигать 15 м. Внутри туннеля он подвергается термофиксации насыщенным паром. В конце туннеля пряжа выводится через второй замок. Еще горячая и влажная пряжа после термофиксации сушится и охлаждается и подается в процесс намотки. Одновременно можно обрабатывать до 72 концов пряжи.
Описание процесса (на примере процесса Power-Heat-Set)

В процессе Power-Heat-Set пряжа термофиксируется перегретым паром в открытой системе при атмосферном давлении. Все материалы, обычно используемые в ковровой промышленности, такие как полиамид 6, полиамид 6.6, полипропилен, акрил, ПЭТ, полиэстер и шерсть, могут быть обработаны.
Необработанная пряжа поставляется на пачках в шпулярнике (до 72 паков). Со скоростью до 700 м / мин пряжа снимается с паковок и вводится в процесс термофиксации. Существует два основных способа транспортировки пряжи в технологическом процессе. Один из способов - укладывать нить в бухты или узор в виде восьмерки на ленте или наматывать ее на веревки, расположенные в виде многоугольника, чтобы передать ее через весь процесс. В случае пряжи Frieze используется только ленточная транспортировка. Frieze производится компанией специальная набивочная камера, так называемая Twinroll-Box (TRB). Процесс термофиксации происходит при температуре от 110 ° C до 200 ° C в смеси пара с воздухом. После термофиксации пряжа охлаждается и наматывается снова на пакеты на намотчике. Обычно установка для термофиксации состоит из шести линий с восемью концами (волокнами) на каждой. Возможна суточная производительность до 10,5 тонн.
Источники
- Textil-Praxis (1958), 401 - "Befeuchtung oder Dämpfen von Wollgarnen"
- Textilbetrieb (1981), 29 - "Gleichmäßige Effekte beim Garndämpfen"
- Доктор Х.-Дж. Хеннинг, д-р инж. Cl. Sustmann - Melliand Textilberichte "Untersuchungen über das Vakuumdämpfen von Wollgarnen" (1966), 530
- Йенс Хольм Диттрих, Пауль Наэфе, Иоганн Крайц - Melliand Textilberichte "Verfahren zur Drallberuhigung von Wollgarnen durch Kurzzeitdämpfen" (1986), 817
- Йенс Хольм Диттрих, Аттила Берек, Гюнтер Бланкенбург - Melliand Textilberichte "Untersuchungen über das Vergilben von Wollgarnen beim Dämpfen" (1983),
- Йенс Холм Диттрих, Гезине Теперт - Melliand Textilberichte "Ursachen der Vergilbung von Kammzugsbumps und Kreuzspulen bei der HF-Trocknung" (1988), 288
- Д-р Оскар Беккер - Melliand Textilberichte "Spannfäden in Wollgarnen" (1977), 97
- Patenanmeldung DP 3601099.5 H. Kranz GmbH & Co. 5100 Aachen "Verfahren zum Fixieren von Garnen"
- W. Schefer - Eidg. Materialprüfungs - und Versuchsanstalt, Санкт-Галлен "Verän-derung der Wolle durch Wärmebehandlungen im Veredelungsbereich",
- Ганс Эрих Шике - Verlag Schiele & Schön "Wolle als textiler Rohstoff"
- К. Крёлль - Springer Verlag, Гейдельберг, Берлин, Нью-Йорк "Trocknungstechnik" Band II / I
- Питер Тоггвайлер, Саймон Глейх, Фредди Вангер, Ф. Штайнер - Meliand Textil-berichte 9/1995 "Qualitätsverbesserung der mit Contexxor konditionierten Baumwollgarne"
- Дипл. Инж. Gisela Axt - W. Bertelsmann Verlag KG Bielefeld 1986, "Beurtei-Lungsmerkmale textiler Faserstoffe", Band1 / 2 / 3Dr. Оскар Беккер - Melliand Textilberichte "Spannfäden in Wollgarnen" (1977), 97