Управление операциями - Operations management - Wikipedia
Управление операциями это область управление занимается проектированием и контролем процесса производство и редизайн деловые операции в производстве товары или же Сервисы.[1] Это включает в себя ответственность за обеспечение того, чтобы бизнес операции эффективный с точки зрения использования как можно меньшего количества ресурсов и эффективный с точки зрения выполнения требований заказчика. Управление операциями в первую очередь связано с планированием, организацией и контролем в контексте производства, производства или предоставления услуг.[2]
Он связан с управлением всей производственной или сервисной системой, которая представляет собой процесс преобразования ресурсов (в форме сырье, труд, потребители, и энергия ) в выпуски (в виде товаров и / или услуг для потребителей).[3] Операции производят продукты, управляют качеством и создают услуги. Операционное управление охватывает такие сектора, как банковские системы, больницы, компании, работу с поставщиками, клиентами и использование технологий. Операционная деятельность - одна из основных функций организации наряду с цепочками поставок, маркетингом, финансами и человеческими ресурсами. Операционная функция требует управления как стратегическим, так и повседневным производством товаров и услуг.[4]

При управлении производственными или сервисными операциями принимаются несколько типов решений, включая операционную стратегию, проектирование продукции, проектирование процессов, управление качеством, производственные мощности, планирование производственных мощностей, планирование производства и управление запасами. Каждый из них требует способности анализировать текущую ситуацию и находить лучшие решения для повышения эффективности и результативности производства или обслуживания.[5]

История
История производства и эксплуатации систем началась около 5000 г. до н. Э. когда Шумерский жрецы разработали древнюю систему учета запасов, ссуд, налогов и деловых операций. Следующее крупное историческое применение операционных систем произошло в 4000 г. до н. Э. Именно в это время Египтяне начал использовать планирование, организация, и контроль в большом проекты например, строительство пирамид. К 1100 г. до н. Э. Труд специализировался на Китай; около 370 г. до н. э., Ксенофонт описал преимущества разделения различных операций, необходимых для производства обуви, между разными лицами в древняя Греция:[6][7]
«... В больших городах, с другой стороны, поскольку многие люди предъявляют требования к каждой отрасли промышленности, одной профессии, а очень часто даже меньше, чем целая профессия, достаточно, чтобы содержать человека: один человек , например, делает обувь для мужчин, а другой - для женщин; и есть места, где даже один мужчина зарабатывает на жизнь только шитьем туфель, другой - вырезанием их, третий - сшиванием верха, а есть еще один, который ничего не делает. из этих операций, но только собирает части. Отсюда, как само собой разумеется, следует, что тот, кто посвящает себя очень узкоспециализированному направлению работы, обязан делать это наилучшим образом ».

в Средний возраст, короли и королевы правили большими землями. Верные дворяне удерживали большие участки территории монарха. Эта иерархическая организация, в которой люди были разделены на классы в зависимости от социального положения и богатства, стала известна как феодальная система. В феодальной системе вассалы и крепостные производили для себя и людей высших сословий, используя землю и ресурсы правителя. Хотя большая часть рабочей силы была занята в сельском хозяйстве, ремесленники внесли вклад в производство и сформировали гильдии. Система гильдий, действовавшая в основном между 1100 и 1500 годами, состояла из двух типов: торговые гильдии, которые покупали и продавали товары, и ремесленные гильдии, которые производили товары. Хотя гильдии регулировались в отношении качества выполняемой работы, полученная система была довольно жесткой. сапожники, например, было запрещено дубить шкуры.[8]
Службы также в средние века выполняли слуги. Они оказывали услуги знати в виде приготовления пищи, уборки и развлечения. Судебные шуты считались поставщиками услуг. Средневековая армия также могла считаться службой, так как она защищала дворянство.
В Индустриальная революция Этому способствовали два элемента: взаимозаменяемость деталей и разделение труда. Разделение труда была особенностью с самого начала цивилизация, степень, в которой проводится разделение, значительно варьировалась в зависимости от периода и местоположения. По сравнению со Средневековьем эпоха Возрождения и Эпоха открытий характеризовались большей специализацией в рабочей силе, что было характерно для растущих городов и торговых сетей Европы. Важный скачок в эффективности производства произошел в конце восемнадцатого века, когда Эли Уитни популяризировал концепцию взаимозаменяемость деталей когда он изготовил 10 000 мушкетов. До этого момента в истории производства каждый продукт (например, каждый мушкет) считался особым заказом, что означало, что части данного мушкета были приспособлены только для этого конкретного мушкета и не могли использоваться в других мушкетах. Взаимозаменяемость деталей позволила массовое производство деталей независимо от конечных продуктов, в которых они будут использоваться. В это время начался совершенно новый рынок сбыта и производства мушкетов.
В 1883 г. Фредерик Уинслоу Тейлор представил секундомер метод точного измерения времени на выполнение каждой отдельной задачи сложной работы. Он разработал научное исследование производительности и определил, как координировать различные задачи, чтобы избежать потери времени и повысить качество работы. Следующее поколение научных исследований произошло с развитием отбор проб и системы заданного времени движения (ПМТС). Выборка работы используется для измерения случайной переменной, связанной со временем выполнения каждой задачи. PMTS позволяет использовать стандартные заранее заданные таблицы мельчайших движений тела (например, поворот левого запястья на 90 °) и интегрировать их для прогнозирования времени, необходимого для выполнения простой задачи. PMTS приобрел существенное значение из-за того, что может прогнозировать рабочие измерения, не наблюдая за фактической работой. Основа PMTS была заложена исследованиями и разработками Фрэнк Б. и Лилиан М. Гилбрет примерно в 1912 году. Семья Гилбретов воспользовалась возможностью снимать кинофильмы через известные интервалы времени, пока операторы выполняли данную задачу.
Сфера услуг: на рубеже двадцатого века отрасли услуг уже были развиты, но в значительной степени фрагментированы. В 1900 году сфера услуг США состояла из банков, профессиональных служб, школ, универсальных магазинов, железных дорог и телеграфа. Услуги в основном носили местный характер (за исключением железных дорог и телеграфа) и принадлежали предпринимателям и семьям. В США в 1900 году 31% был занят в сфере услуг, 31% в обрабатывающей промышленности и 38% в сельском хозяйстве.[9]
Идея конвейер многократно использовался в истории до Генри Форда: Венецианский Арсенал (1104); Производство булавки Смита в Богатство народов (1776) или Брюнеля Портсмут Блок Миллс (1802). Ransom Olds был первым, кто начал производить автомобили с использованием конвейерной системы, но Генри Форд разработал первую систему сборки автомобилей, в которой шасси автомобиля перемещалось по конвейеру с помощью конвейерная лента в то время как рабочие добавляли к нему компоненты, пока машина не была завершена. Во время Второй мировой войны рост вычислительной мощности привел к дальнейшему развитию эффективных методов производства и использованию передовых математических и статистических инструментов. Этому способствовало развитие академических программ в промышленный и системная инженерия дисциплины, а также области исследования операций и науки управления (как междисциплинарные области решения проблем). Пока системная инженерия сосредоточившись на общих характеристиках взаимосвязей между входами и выходами общих систем, исследователи операций сосредоточились на решении конкретных и целенаправленных проблем. Синергия исследование операций и системная инженерия позволили реализовать решение крупномасштабных и сложных проблем в современную эпоху. В последнее время разработка более быстрых и компактных компьютеров, интеллектуальные системы, а Всемирная паутина открыла новые возможности для операций, производства, производства и систем обслуживания.
Индустриальная революция

Перед Первая промышленная революция работа в основном велась через две системы: внутренняя система и ремесленные гильдии. В отечественной системе торговцы доставляли материалы в дома, где ремесленники выполняли необходимую работу, с другой стороны, ремесленные гильдии были ассоциациями ремесленники которые передавали работу из одного цеха в другой, например: кожа дубилась кожевник, передано курьеры, и наконец достигли сапожники и шорники.
Начало промышленной революции обычно связывают с английским языком XVIII века. текстильная промышленность, с изобретением летающий шаттл к Джон Кей в 1733 г. крутится Дженни к Джеймс Харгривз в 1765 г. водная рамка к Ричард Аркрайт в 1769 г. и паровой двигатель к Джеймс Ватт в 1765 г. в 1851 г. Выставка Хрустального дворца период, термин Американская система производства был использован для описания нового подхода, который развивался в Соединенные Штаты Америки который был основан на двух основных особенностях: сменные части и широкое использование механизация производить их.
Вторая промышленная революция и постиндустриальное общество
Генри Форду было 39 лет, когда он основал Ford Motor Company в 1903 году с капиталом в 28 000 долларов от двенадцати инвесторов. В модель T Автомобиль был представлен в 1908 году, однако только после того, как Форд реализовал концепцию сборочной линии, его видение сделать популярный автомобиль доступным для каждого американского гражданина среднего класса было реализовано. Первый завод, на котором Генри Форд использовал концепцию сборочная линия был Highland Park (1913) он охарактеризовал систему следующим образом:
"Дело в том, чтобы держать все в движении и доводить работу до человека, а не от человека к работе. Это настоящий принцип нашего производства, и конвейеры являются лишь одним из многих средств достижения цели "[10]
Это стало одной из центральных идей, которые привели к массовое производство, один из основных элементов Вторая промышленная революция, наряду с появлением электротехническая промышленность и нефтяная промышленность.
В постиндустриальная экономика был отмечен в 1973 году Дэниелом Беллом.[11] Он заявил, что будущая экономика обеспечит больше ВВП и занятости за счет услуг, чем за счет производства, и окажет большое влияние на общество. Поскольку все секторы сильно взаимосвязаны, это не отражало меньшую важность для обрабатывающей промышленности, сельского хозяйства и горнодобывающей промышленности, а просто изменение типа экономической деятельности.
Управление операциями
Хотя технологические изобретения и разделение труда значительно повысили производительность, проблема систематического измерения производительности и ее расчета с помощью формул оставалась в некоторой степени неисследованной до Фредерика Тейлора, чья ранняя работа была сосредоточена на разработке того, что он называл «дифференциальной составляющей». система оценок "[12] и серию экспериментов, измерений и формул, касающихся резка металлов[13] и ручной труд.[14] Дифференциал сдельная система заключалась в предложении двух различных ставок оплаты труда за выполнение работы: более высокая ставка для работников с высокой производительностью (эффективностью), производящих товары высокого качества (эффективность), и более низкая ставка для тех, кто не достигает стандарта. Одной из проблем, которую, по мнению Тейлора, можно было решить с помощью этой системы, была проблема военное дело: более быстрые рабочие снижают производительность до уровня самого медленного рабочего. В 1911 году Тейлор опубликовал свои «Принципы научного менеджмента»,[15] в котором он охарактеризовал научный менеджмент (также известный как Тейлоризм ) в качестве:
- Развитие истинного наука;
- Научный отбор рабочий;
- Научное образование и развитие рабочего;
- Интимный дружелюбный сотрудничество между руководством и рабочими.
Тейлору также приписывают разработку исследования времени секундомера, в сочетании с откровенный и Лилиан Исследование движения Гилбрета уступило место исследование времени и движения который основан на концепциях стандартного метода и стандартное время. Фрэнк Гилбрет также отвечает за внедрение блок-схема процесса в 1921 г.[16] Стоит вспомнить и других современников Тейлора: Моррис Кук (электрификация сельской местности в 1920-х годах и внедрение принципов научного управления Тейлора в Департаменте общественных работ Филадельфии), Карл Барт (правила скольжения для расчета скорости и подачи) и Генри Гантт (Диаграмма Ганта). Также в 1910 г. Хьюго Димер опубликовал первый промышленная инженерия Книга: Заводская организация и управление.
В 1913 г. Форд Уитман Харрис опубликовал свою книгу «Сколько деталей сделать сразу», в которой изложил идею экономичный объем заказа модель. Он описал проблему следующим образом:
"Интерес на капитал, связанный в заработная плата, материал и накладные расходы устанавливает максимальный предел количества деталей, которые могут быть выгодно изготовлены за один раз; "затраты на установку «на рабочем месте зафиксируйте минимум. Опыт показал одному менеджеру способ определения экономичного размера лотов»[17]
Эта статья вдохновила создание большого количества математической литературы, посвященной проблеме планирование производства и управление запасами.
В 1924 г. Уолтер Шухарт представил контрольная диаграмма через технический меморандум во время работы на Bell Labs, центральным в его методе было различие между общее дело и особое дело вариации. В 1931 году Шухарт опубликовал свою книгу «Экономический контроль качества производимой продукции».[18] первое систематическое лечение [19] предмета Статистическое управление процессами (SPC).
В 1940-е годы методы измерения времени (MTM) был разработан H.B. Maynard, JL Schwab и GJ Stegemerten. MTM был первым из серии системы заданного времени движения, предопределенный в том смысле, что оценки времени не определяются локально, а выводятся из отраслевого стандарта. Это объяснили его создатели в опубликованной в 1948 году книге под названием «Метод измерения времени».[20]
До этого момента в истории оптимизация техники были известны очень давно, от простых методов, применявшихся Ф. В. Харрисом, до более сложных техник вариационное исчисление разработан Эйлер в 1733 г. или множители нанят Лагранж в 1811 г. и компьютеры медленно развивались, сначала как аналоговые компьютеры к Сэр Уильям Томсон (1872 г.) и Джеймс Томсон (1876 г.) переход к электромеханическим компьютерам Конрад Зузе (1939 и 1941). В течение Вторая Мировая Война однако развитие математическая оптимизация пережила значительный рост с развитием Колосс компьютер, первый электронный цифровой компьютер, который был полностью программируемым, и возможность вычислительно решать большие линейное программирование проблемы, во-первых Канторович[21] в 1939 г. работал на Советское правительство а затем в 1947 г. симплексный метод из Данциг. Эти методы известны сегодня как принадлежащие к области исследование операций.
С этого момента произошло любопытное развитие: в Соединенных Штатах возможность применения компьютера в бизнес-операциях привела к разработке архитектуры программного обеспечения для управления, такой как MRP и последовательные модификации, и все более сложные методы оптимизации и производственное моделирование программного обеспечения, в послевоенной Японии ряд событий в Toyota Motor привел к разработке Производственная система Toyota (TPS) и Бережливого производства.
В 1943 году в Японии Тайити Оно прибыл на Тойота Мотор Компания. Toyota разработала уникальную производственную систему, основанную на двух взаимодополняющих понятиях: вовремя (производить только то, что необходимо) и автономия (автоматизация с человеческим прикосновением). Что касается JIT, Оно вдохновлялось американским супермаркеты:[22] рабочие станции функционировали как полка в супермаркете, где покупатель мог получить нужные ему продукты, в нужное время и в необходимом количестве, после чего рабочая станция (полка) пополнялась. Автономность была разработана Тойода Сакичи в Toyoda Spinning and Weaving: автоматически активируемый ткацкий станок, который также был надежным и автоматически обнаруживал проблемы. В 1983 году Дж. Н. Эдвардс опубликовал свою книгу «MRP и канбан-американский стиль», в которой он описал цели JIT с помощью семи нулей:[23] нулевые дефекты, нулевой (избыточный) размер партии, нулевые настройки, нулевые поломки, нулевая обработка, нулевое время выполнения и нулевой помпаж. Этот период также отмечает распространение Общее управление качеством (TQM) в Японии, идеи, первоначально разработанные американскими авторами, такими как Деминг, Джуран и Арман В. Фейгенбаум.[24] TQM - это стратегия внедрения и управления повышением качества на организационной основе, которая включает в себя: участие, культуру работы, ориентацию на клиента, повышение качества поставщика и интеграцию системы качества с бизнес-целями.[19] Шнонбергер[25] определили семь основных принципов японского подхода:
- Контроль над процессом: SPC и ответственность работников за качество
- Легко видеть качество: доски, калибры, метры и т. Д. И пока-иго
- Требование соответствия: "качество прежде всего"
- Остановка линии: остановите линию, чтобы устранить проблемы с качеством
- Исправление собственных ошибок: рабочий исправил дефектную деталь, если он ее изготовил
- 100% проверка: автоматизированные методы проверки и надежные машины
- Постоянное улучшение: в идеале нулевые дефекты
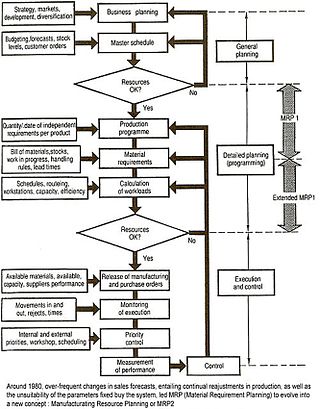
Между тем, в шестидесятые годы Джордж У. Плоссл и Оливер Уайт разработали другой подход.[26] этот подход был продолжен Джозефом Орлики в ответ на производственную программу TOYOTA, которая привела к Планирование требований к материалам (MRP) в IBM, последний набирает обороты в 1972 году, когда Американское общество по контролю за производством и запасами начало «крестовый поход MRP». Одним из ключевых моментов этой системы управления было различие между зависимый спрос и независимый спрос. Независимый спрос - это спрос, который возникает вне производственной системы, поэтому не может быть напрямую контролируемым, а зависимый спрос - это спрос на компоненты конечной продукции, поэтому он напрямую контролируется руководством через ведомость материалов, через дизайн продукта. Орлики написал «Планирование потребности в материалах» в 1975 году,[27] первая книга в твердом переплете по этой теме.[26] MRP II был разработан Джином Томасом из IBM и расширил исходное программное обеспечение MRP, включив в него дополнительные производственные функции. Планирование ресурсов предприятия (ERP) - это современная программная архитектура, которая, помимо производственных операций, распределение, бухгалтерский учет, человеческие ресурсы и приобретение.
Кардинальные изменения происходили и в сфере услуг. С 1955 г. Макдоналдс представила одно из первых нововведений в сфере обслуживания. McDonald's основан на идее производственного подхода к обслуживанию.[28] Для этого требуется стандартное и ограниченное меню, производственный процесс по типу конвейера в подсобке, высокий уровень обслуживания клиентов в передней, чистота, вежливость и быстрое обслуживание. Будучи смоделированной по образцу производства при производстве продуктов питания в подсобке, обслуживание в передней было определено и ориентировано на потребителя. Все дело в операционной системе производства и обслуживания McDonald's. McDonald's также был пионером идеи франчайзинга этой операционной системы для быстрого распространения бизнеса по стране, а затем и по всему миру.[29]
FedEx В 1971 году была предоставлена первая доставка посылок в США за ночь. Это было основано на новаторской идее доставлять все посылки в единственный аэропорт Мемфиса, штат Теннесси, каждый день к полуночи, прибегая к доставке посылок в пункты назначения, а затем отправляя их обратно в следующий день. утро для доставки в различные места. Эта концепция быстрой системы доставки посылок создала совершенно новую отрасль и в конечном итоге позволила Amazon и другим розничным торговцам быстро доставлять онлайн-заказы.[30]
Walmart предоставили первый пример розничной торговли с очень низкими затратами за счет дизайна своих магазинов и эффективного управления всей цепочкой поставок. Начав с единственного магазина в Роджере, штат Арканзас, в 1962 году, Walmart теперь стал крупнейшей компанией в мире. Это было достигнуто за счет соблюдения их системы доставки товаров и услуг клиентам по минимально возможным ценам. Операционная система включала в себя тщательный отбор товаров, низкую стоимость поставщиков, право собственности на транспорт, кросс-докинг, эффективное расположение магазинов и дружелюбное обслуживание клиентов на родине.[31]
В 1987 г. Международная организация по стандартизации (ISO), признавая растущее значение качества, выпустила ISO 9000, семейство стандартов, относящихся к системам менеджмента качества. Эти стандарты распространяются как на производственные, так и на обслуживающие организации. Были некоторые разногласия относительно надлежащих процедур, которым нужно следовать, и объема необходимой документации, но многие из них были улучшены в текущих редакциях ISO 9000.
С появлением Интернета в 1994 г. Amazon разработала сервисную систему он-лайн розничной торговли и дистрибуции. С помощью этой инновационной системы клиенты могли искать продукты, которые они могли бы купить, вводить заказ на продукт, оплачивать покупки онлайн и отслеживать доставку продукта в их местоположение - и все это в течение двух дней. Это требовало не только очень больших компьютерных операций, но и рассредоточенных складов и эффективной транспортной системы. Обслуживание клиентов, включая широкий ассортимент товаров, услуги по возврату покупок и быструю доставку, находится в центре внимания этого бизнеса.[32] Именно присутствие клиента в системе во время производства и предоставления услуги отличает все услуги от производства.
Последние тенденции в этой области связаны с такими концепциями, как:
- Процесс реорганизации бизнеса (запущено Майкл Хаммер в 1993 г.[33]): стратегия управления бизнесом, направленная на анализ и проектирование рабочих процессов и бизнес-процессов в организации. BPR стремится помочь компаниям радикально реструктурировать свои организации, сосредоточив внимание на разработке бизнес-процессов с нуля.
- Бережливые системы - это системный метод устранения потерь ("Муда ") в процессе производства или обслуживания. Бережливое производство также учитывает отходы, образующиеся из-за вскрыши ("Мури ") и отходы, возникающие из-за неравномерности рабочих нагрузок ("Мура "). Термин бережливое производство был придуман в книге Машина, изменившая мир.[34] Впоследствии бережливые услуги широко применяется.
- Шесть Сигм (подход к качеству разработан в Motorola между 1985-1987 гг.): Шесть сигм относится к контрольным пределам, установленным на уровне шести (6) Стандартное отклонение из среднего нормальное распределение, это стало очень известным после Джек Уэлч из General Electric в 1995 году запустила общекорпоративную инициативу по внедрению этого набора методов во все производственные, сервисные и административные процессы. Совсем недавно "Шесть сигм" включили DMAIC (для улучшения процессов) и DFSS (для разработки новых продуктов и новых процессов)
- Реконфигурируемые производственные системы: производственная система, разработанная с самого начала для быстрого изменения ее структуры, а также ее аппаратных и программных компонентов, чтобы быстро отрегулировать ее производственные мощности и функциональность в рамках семейства компонентов в ответ на внезапные изменения рынка или внутренние изменения системы.
- Управление производством проекта: применение аналитических инструментов и методов, разработанных для управления операциями, как описано в Заводская физика к деятельности в рамках крупных капитальных проектов, таких как нефтегазовая и гражданская инфраструктура.
Темы
Производственные системы
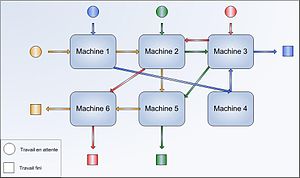

Производственная система включает в себя как технологические элементы (машины и инструменты), так и организационное поведение (разделение труда и информационный поток). Отдельная производственная система обычно анализируется в литературе, относящейся к отдельному бизнесу, поэтому обычно неправильно включать в данную производственную систему операции, необходимые для обработки товаров, которые получают покупка или операции, выполняемые покупатель о проданных продуктах, причина проста в том, что, поскольку предприятиям необходимо разрабатывать свои собственные производственные системы, они становятся предметом анализа, моделирования и принятия решений (также называемых «настройкой» производственной системы).
Первое возможное различие в производственных системах (технологическая классификация) - это непрерывное технологическое производство и производство дискретных деталей (производство ).
- Технологическое производство означает, что продукт претерпевает физико-химические преобразования и не требует операций сборки, поэтому исходное сырье не может быть легко получено из конечного продукта, примеры включают: бумага, цемент, нейлон и нефтяные продукты.
- Производство деталей (например, машин и печей) включает как изготовление системы и сборка системы. В первой категории находим рабочие магазины, производственные ячейки, гибкие производственные системы и линии передачи, в категории сборки имеем фиксированная позиция системы, сборочные линии и сборочные цеха (как ручные, так и / или автоматизированные операции).[35][36]

Другая возможная классификация[37] один основан на Время выполнения заказа (время выполнения заказа по сравнению со сроком поставки): инженер на заказ (ETO), покупка на заказ (ВОМ), сделать на заказ (MTO), собрать на заказ (ATO) и сделать на складе (МТС). Согласно этой классификации разные типы систем будут иметь разные точки разделения заказов клиентов (CODP), что означает, что работа в процессе (WIP) уровни запасов цикла практически отсутствуют в отношении операций, расположенных после CODP (за исключением НЗП из-за очередей). (Видеть Выполнение заказа )
Концепция производственных систем может быть расширена до Сектор обслуживания Имея в виду, что услуги имеют некоторые фундаментальные различия в отношении материальных благ: нематериальность, клиент всегда присутствует в процессе трансформации, нет запасов «готовой продукции». Услуги можно классифицировать согласно матрице процессов обслуживания:[38] степень трудоемкости (объем) vs степень настройки (разнообразие). С высокой степенью трудоемкости существуют Массовые услуги (например, коммерческий банкинг оплата счетов и государственные школы ) и профессиональные услуги (например, личные врачи и юристы ), а с низкой степенью трудоемкости - фабрики услуг (например, авиакомпании и гостиницы ) и сервисные центры (например, больницы и автомеханика ).
Описанные выше системы являются идеальные типы: реальные системы могут представлять себя гибридами этих категорий. Рассмотрим, например, что производство джинсы включает изначально кардинг, прядение, крашение и ткачество, затем разрезая ткань на разные формы и собирая детали в брюки или куртки, сочетая ткань с нитками, молниями и пуговицами, наконец отделка и тревожный брюки / куртки перед отправкой в магазины.[39] Начало можно рассматривать как непрерывное производство, среднее как производство деталей, а конец снова как непрерывное производство: маловероятно, что одна компания будет держать все этапы производства под одной крышей, поэтому проблема вертикальная интеграция и аутсорсинг возникает. Для большинства продуктов требуется, из цепочка поставок перспектива, как непрерывное производство, так и изготовление деталей.
Метрики: эффективность и результативность
Операционная стратегия касается политики и планов использования производственных ресурсов фирмы с целью поддержки долгосрочной конкурентной стратегии. Метрики в управлении операциями можно в целом разделить на эффективность метрики и эффективность метрики. Метрики эффективности включают:
- Цена (фактически фиксируется маркетингом, но ниже ограничивается производственными затратами): закупочная цена, затраты на использование, затраты на обслуживание, затраты на модернизацию, затраты на утилизацию
- Качественный: спецификация и соответствие
- Время: производительный время выполнения заказа, время подготовки информации, пунктуальность
- Гибкость: микс, объем, гамма
- Акции доступность
- Экологическая устойчивость: биологическая и воздействие на окружающую среду исследуемой системы.
Более свежий подход, представленный Терри Хиллом,[40] включает различение конкурентных переменных для определения победителя и квалификаторов порядка при определении стратегии операций. Победители заказа - это переменные, которые позволяют отличить компанию от конкурентов, а квалификаторы заказа являются предпосылками для участия в транзакции. Это представление можно рассматривать как объединяющий подход между управлением операциями и маркетинг (видеть сегментация и позиционирование ).
Продуктивность стандартная метрика эффективности для оценки производственных систем, в широком смысле соотношение между выходами и входами, и может принимать множество конкретных форм,[41] например: производительность машины, производительность рабочей силы, производительность по сырью, производительность склада (=товарооборот ). Также полезно разделить продуктивность использования U (продуктивный процент от общего времени) и выхода η (соотношение между произведенным объемом и продуктивным временем), чтобы лучше оценить производительность производственных систем. Время цикла можно смоделировать с помощью производство инжиниринг, если отдельные операции в значительной степени автоматизированы, если преобладает ручной компонент, используемые методы включают: исследование времени и движения, системы заданного времени движения и отбор проб.

ABC анализ это метод анализа запасов на основе Распределение Парето, он утверждает, что, поскольку доход от товаров на складе будет сила закона распределено, то имеет смысл управлять предметами по-разному в зависимости от их положения в матрице уровня выручки-инвентаря, 3 класса (A, B и C) конструируются из совокупных доходов от предметов, поэтому в матрице каждый предмет будет иметь букву (A, B или C), предназначенные для доходов и запасов. Этот метод предполагает, что с предметами, удаленными от диагонали, следует управлять иначе: предметы в верхней части подвержены риску устаревания, предметы в нижней части подвержены риску дефицит.
Пропускная способность - это переменная, которая определяет количество деталей, произведенных за единицу времени. Хотя оценка пропускной способности для одного процесса может быть довольно простой, выполнение этого для всей производственной системы сопряжено с дополнительными трудностями из-за наличия очередей, которые могут исходить от: машины поломки, непостоянство времени обработки, записки, настройки, поддержание время, отсутствие заказов, отсутствие материалов, удары, плохая координация между ресурсами, изменчивость сочетания, плюс все эти недостатки имеют тенденцию усугубляться в зависимости от характера производственной системы. Одним из важных примеров того, как пропускная способность системы связана с проектированием системы, являются: узкие места: в мастерских по найму «узкие места» обычно динамичны и зависят от расписания, тогда как на линиях передачи имеет смысл говорить о «узких местах», поскольку они могут быть однозначно связаны с конкретной станцией на линии. Это приводит к проблеме определения емкость меры, то есть оценка максимального выпуска данной производственной системы, и Загрузка производственных мощностей.
Общая эффективность оборудования (OEE) определяется как произведение между доступностью системы, эффективностью времени цикла и показателем качества. OEE обычно используется в качестве ключевого показателя эффективности (KPI) в сочетании с подходом бережливого производства.
Конфигурация и управление
Разработка конфигурация производственных систем включает в себя оба технологический и организационная переменные. Выбор производственной технологии включает: определение размеров емкость, фракционная мощность, расположение емкости, аутсорсинг процессы, техпроцесс, автоматизация операций, компромисс между объемом и разнообразием (см. Матрица Хейса-Уилрайта ). Выбор в организационной сфере включает: определение работника навыки и обязанности, командная координация, стимулы для сотрудников и информационный поток.
Касательно планирование производства, существует принципиальное различие между толкать подход и тянуть подход, с последующим включением единственного подхода вовремя. Притягивание означает, что производственная система разрешает производство на основе уровня запасов; толчок означает, что производство происходит на основе спроса (прогнозируемого или настоящего, т. е. заказы ). Индивидуальная производственная система может быть как выталкивающей, так и выталкивающей; например, действия до CODP могут работать в выталкивающей системе, а действия после CODP могут работать в выталкивающей системе.

Что касается традиционного подхода к управление запасами, ряд методик был разработан на основе работ Форда В. Харриса[17] (1913), который стал известен как экономичный объем заказа (EOQ) модель. Эта модель знаменует собой начало теория инвентаризации, который включает Процедура Вагнера-Внутри, то модель продавца, базовая модель и Фиксированный период времени модель. Эти модели обычно включают расчет циклические запасы и буферные запасы, последнее обычно моделируется как функция изменчивости спроса. Количество экономичного производства[42] (EPQ) отличается от модели EOQ только тем, что предполагает постоянную скорость заполнения для производимой детали вместо мгновенного заполнения модели EOQ.
Джозеф Орликли и другие сотрудники IBM разработали толкать подход к управлению запасами и производственному планированию, теперь известный как планирование потребности в материалах (MRP), который принимает в качестве входных данных как Основной график производства (MPS) и ведомость материалов (BOM) и предоставляет в качестве выходных данных график материалов (компонентов), необходимых в производственном процессе. Таким образом, MRP - это инструмент планирования для управления заказы и производственные заказы (также называемые заданиями).
MPS можно рассматривать как своего рода совокупное планирование производства, состоящее из двух принципиально противоположных разновидностей: планы, которые пытаются гнаться спрос и уровень планы, которые пытаются сохранить равномерную загрузку мощностей. Для решения проблем MPS было предложено множество моделей:
- Аналитические модели (например, модель Маги Будмана)
- Точные алгоритмические модели оптимизации (например, LP и ILP )
- Эвристический модели (например, модель Aucamp).
ППМ можно кратко описать как процедуру из трех частей: сумма (разные заказы), разделение (по партиям), сдвиг (по времени в соответствии со сроком выполнения заказа). Чтобы избежать «взрывного роста» обработки данных в MRP (количество спецификаций, необходимых для ввода) планирование счетов (например, семейные счета или суперсчета) могут быть полезны, поскольку они позволяют рационализировать входные данные в общие коды. MRP имел некоторые печально известные проблемы, такие как бесконечность емкость и исправлено время выполнения заказа, которые повлияли на последовательные модификации исходной архитектуры программного обеспечения в виде MRP II, Планирование ресурсов предприятия (ERP) и расширенное планирование и составление графиков (APS).
В этом контексте проблемы календарное планирование (последовательность производства), загрузка (инструменты для использования), выбор типа детали (детали для работы) и применение исследование операций играют важную роль.
Бережливого производства подход к производству, который возник в Toyota между концом Второй мировой войны и семидесятыми. В основном это происходит из идей Тайити Оно и Тойода Сакичи которые сосредоточены на дополнительных понятиях вовремя и автономия (дзидока), все направлено на сокращение отходов (обычно применяется в PDCA стиль). Некоторые дополнительные элементы также имеют важное значение:[43] сглаживание производства (Heijunka), буферы емкости, сокращение настройки, перекрестное обучение и компоновка завода.
- Хейдзунка: сглаживание производства предполагает стратегию уровня для MPS и график окончательной сборки разработан на основе MPS путем сглаживания совокупных производственных требований за меньшие промежутки времени и упорядочения окончательной сборки для обеспечения серийного производства. Если эти условия соблюдены, ожидал пропускная способность можно приравнять к обратному значению время такта. Помимо объема, хейдзунка также означает достижение производство смешанных моделей, что, однако, возможно только за счет сокращения установки. Стандартный инструмент для достижения этого - Коробка Хейдзунка.
- Буферы емкости: в идеале JIT-система должна работать с нулевыми поломками, однако на практике этого очень трудно достичь, тем не менее, Toyota предпочитает приобретение дополнительной емкости по сравнению с дополнительным WIP, чтобы справиться с голодом.
- Настраивать сокращение: обычно необходимо для производства смешанных моделей, ключевое различие может быть сделано между внутренней и внешней настройкой. Внутренние настройки (например, удаление штампа) относятся к задачам, когда машина не работает, в то время как внешние настройки могут быть выполнены во время работы машины (например, транспортировка штампов).
- Перекрестное обучение: важно как элемент автономности, Toyota перекрестно обучала своих сотрудников путем ротации, это служило элементом производственной гибкости, целостного мышления и уменьшения скуки.
- Макет: U-образные линии или ячейки распространены в подходе к бережливому производству, поскольку они позволяют минимизировать ходьбу, повысить эффективность работы и гибкость.

Ряд инструментов был разработан в основном с целью воспроизвести успех Toyota: очень распространенная реализация включает небольшие карты, известные как канбаны; они также бывают нескольких разновидностей: переупорядочивание канбанов, сигнальных канбанов, треугольных канбанов и т. д. В классической процедуре канбана с одной картой:
- Детали хранятся в контейнерах с соответствующими канбанами.
- Станция ниже по потоку перемещает канбан на станцию выше по потоку и начинает производство детали на станции ниже по потоку.
- Оператор восходящего потока берет самый срочный канбан из своего списка (сравните с дисциплина в очереди из теории очереди), создает его и прикрепляет соответствующий канбан
Процедура двухкарточного канбана немного отличается:
- Последующий оператор берет производственный канбан из своего списка.
- Если требуемые детали доступны, он удаляет канбан перемещения и помещает их в другую коробку, в противном случае он выбирает другую производственную карту.
- Он производит деталь и прикрепляет соответствующий производственный канбан.
- Периодически грузчик забирает канбаны перемещения на вышестоящих станциях и ищет соответствующие части, когда обнаруживает, что он обменивает производственные канбаны на перемещение канбанов и перемещение деталей на станции ниже по потоку.
Поскольку количество канбанов в производственной системе устанавливается менеджерами как постоянное число, процедура канбана работает как НЗП управляющее устройство, которое при заданной скорости прихода на Закон Литтла, работает как устройство контроля времени выполнения заказа.
В Toyota TPS представляет собой скорее философию производства, чем набор конкретных инструментов бережливого производства, последний будет включать:
- SMED: метод сокращения времени переналадки
- Значение карты потока: графический метод для анализа текущего состояния и проектирования будущего состояния
- уменьшение размера партии
- устранение временного дозирования
- Кластеризация рангового порядка: алгоритм, объединяющий машины и семейства продуктов, используемый для проектирования производственные ячейки
- одноточечный планирование, противоположный традиционному подходу push
- многопроцессная обработка: когда один оператор отвечает за управление несколькими машинами или процессами
- пока-иго: любой механизм в бережливом производстве, который помогает оператору оборудования избежать (Йокеру) ошибки (пока)
- 5S: описывает, как организовать рабочее пространство для повышения эффективности и результативности путем определения и хранения используемых предметов, поддержания площади и предметов и поддержания нового порядка.
- учет обратной промывки: подход к калькуляции затрат на продукт, при котором калькуляция затрат откладывается до завершения производства товаров
В более широком смысле JIT может включать такие методы, как: стандартизация продукции и модульность, групповая технология, комплексное обслуживание оборудования, расширение работы, повышение по работе, квартирная организация и рейтинг продавца (JIT-производство очень чувствительно к условиям пополнения).
В сильно автоматизированный Производственное планирование производственных систем и сбор информации могут осуществляться через система контроля, однако следует обратить внимание на то, чтобы избежать таких проблем, как тупиковые ситуации, так как это может привести к снижению производительности.
Управление производством проекта (PPM) применяет концепции управления операциями к реализации капитальных проектов, рассматривая последовательность действий в проекте как производственную систему.[44][45] Принципы управления операциями, заключающиеся в сокращении вариативности и управлении, применяются путем буферизации посредством сочетания емкости, времени и запасов.
Сервисные операции
Сфера услуг являются важной частью экономической деятельности и занятости во всех промышленно развитых странах, составляя 80 процентов занятости и ВВП в США. Управление операциями в этих услугах, в отличие от производства, развивается с 1970-х годов за счет публикации уникальных практик и научных исследований.[46] Обратите внимание, что в этот раздел не входят «Фирмы по оказанию профессиональных услуг» и профессиональные услуги, предоставляемые на основе этого опыта (специализированное обучение и образование внутри).
Согласно Fitzsimmons, Fitzsimmons and Bordoloi (2014), различия между промышленными товарами и услугами заключаются в следующем:[47]
- Одновременное производство и потребление. Услуги с высокой степенью контакта (например, здравоохранение) должны предоставляться в присутствии клиента, поскольку они потребляются в том виде, в котором они произведены. В результате услуги не могут производиться в одном месте и транспортироваться в другое, как товары. Таким образом, сервисные операции географически сильно рассредоточены рядом с клиентами. Кроме того, одновременное производство и потребление дает возможность самообслуживания с привлечением клиента в точке потребления (например, на заправочных станциях). Только услуги с минимальным количеством контактов, производимые в «закулисных» (например, клиринг чеков), могут быть предоставлены вдали от клиента.
- Скоропортящийся. Поскольку услуги скоропортящиеся, их нельзя хранить для дальнейшего использования. В производственных компаниях запасы можно использовать для сдерживания спроса и предложения. Поскольку в услугах буферизация невозможна, необходимо удовлетворять весьма изменчивый спрос за счет операций или изменения спроса для удовлетворения предложения.
- Владение. При производстве право собственности передается заказчику. Право собственности не передается на обслуживание. В результате услуги не могут быть собственностью или перепроданы.
- Ощутимость. Услуга нематериальна, поэтому клиенту сложно заранее оценить услугу. В случае произведенного товара покупатели могут его увидеть и оценить. Гарантия качества услуг часто обеспечивается лицензированием, государственным регулированием и брендингом, чтобы гарантировать клиентам, что они получат качественные услуги.
Эти четыре сравнения показывают, насколько управление сервисными операциями сильно отличается от производства в отношении таких вопросов, как требования к мощности (сильно различаются), обеспечение качества (трудно поддается количественной оценке), расположение объектов (рассредоточено) и взаимодействие с клиентом во время оказания услуги. (дизайн продукта и процесса).
Хотя есть различия, есть и много общего. Например, подходы к управлению качеством, используемые в производстве, такие как премия Болдриджа и шесть сигм, широко применяются в сфере услуг. Так же, бережливое обслуживание принципы и практика также применяются в сервисных операциях. Важное отличие состоит в том, что заказчик находится в системе, пока предоставляется услуга, и это необходимо учитывать при применении этих методов.[48]
Одно важное отличие - это восстановление службы. Если при предоставлении услуги возникает ошибка, восстановление должно быть доставлено на месте поставщиком услуг. Если официант в ресторане пролит суп на колени покупателя, то выздоровление может включать бесплатное питание и обещание бесплатной химчистки. Еще одно отличие заключается в способности планирования. Поскольку продукт не может храниться, сервисный центр должен управляться с учетом пикового спроса, что требует большей гибкости, чем производство. Расположение объектов должно быть рядом с потребителями, при этом может отсутствовать экономия на масштабе. Планирование должно учитывать, что клиент может ждать в очереди. Теория массового обслуживания была разработана для помощи в проектировании очередей на объектах обслуживания. Управление доходами важно для сервисных операций, поскольку пустые места в самолете теряют доход при отправлении самолета и не могут быть сохранены для будущего использования.[49]
Математическое моделирование
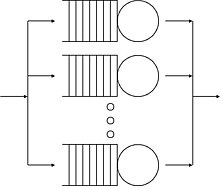

Есть также области математической теории, которые нашли применение в области управления операциями, такие как исследование операций: в основном математическая оптимизация проблемы и теория очереди. Теория очередей используется при моделировании очередей и времени обработки в производственных системах, в то время как математическая оптимизация во многом опирается на многомерное исчисление и линейная алгебра. Теория очередей основана на Цепи Маркова и случайные процессы.[50] Расчеты страховые запасы обычно основаны на моделировании спроса как нормальное распределение и MRP, и некоторые проблемы с запасами можно сформулировать с помощью оптимальный контроль.[51]
Когда аналитических моделей недостаточно, менеджеры могут прибегнуть к использованию симуляция. Моделирование традиционно проводилось через дискретное моделирование событий парадигма, в которой имитационная модель обладает состоянием, которое может измениться только тогда, когда происходит дискретное событие, которое состоит из часов и списка событий. Более поздние моделирование на уровне транзакций парадигма состоит из набора ресурсов и набора транзакций: транзакции перемещаются через сеть ресурсов (узлов) в соответствии с кодом, называемым процессом.

Поскольку на реальные производственные процессы всегда влияют нарушения как на входе, так и на выходе, многие компании внедряют ту или иную форму управление качеством или же контроль качества. В Семь основных инструментов качества Обозначение дает краткое описание часто используемых инструментов:
- контрольные листы
- Диаграммы Парето
- Диаграммы Исикавы (Причинно-следственная диаграмма)
- контрольные карты
- гистограмма
- корреляционная диаграмма
- стратификация
Они используются в таких подходах, как полное управление качеством и Шесть Сигм. Контроль качества важен как для повышения удовлетворенности клиентов, так и для сокращения производственных отходов.
Управление операциями учебники обычно покрывают прогнозирование спроса, хотя, строго говоря, это не операционная проблема, потому что спрос связан с некоторыми переменными производственной системы. Например, классический подход к подбору размеров страховые запасы требует расчета стандартное отклонение из ошибки прогноза. Прогнозирование спроса также является важной частью push-систем, поскольку выпуск заказов должен планироваться раньше, чем фактические заказы клиентов. Кроме того, любое серьезное обсуждение планирование мощности включает в себя приведение результатов компании в соответствие с требованиями рынка.
Безопасность, риск и обслуживание
Другое важное управление проблемы включают поддержание политика [52] (смотрите также инженерия надежности и философия обслуживания ), системы управления безопасностью (смотрите также техника безопасности и Управление рисками ), управление объектом и интеграция цепочки поставок.
Организации
Следующие организации поддерживают и продвигают управление операциями:
- Ассоциация Операционного Управления (APICS), который поддерживает Журнал управления производством и запасами
- Европейская ассоциация управления операциями (EurOMA), который поддерживает Международный журнал операций и управления производством
- Общество управления производством и операциями (POMS), поддерживающее журнал: Управление производством и операциями
- Институт исследований операций и управленческих наук (ИНФОРМАЦИЯ)
- Общество управления производством и обслуживанием (MSOM) INFORMS, которое поддерживает журнал: Управление производством и обслуживанием
- Институт операционного менеджмента (Великобритания)
- Ассоциация технологий, менеджмента и прикладной инженерии (ATMAE)
Журналы
Следующие высокопоставленные[53] академические журналы занимаются вопросами управления операциями:
- Наука управления
- Управление производством и обслуживанием
- Исследование операций
- Международный журнал операций и управления производством
- Управление производством и операциями
- Транспортные исследования - Часть E
- Журнал оперативного управления
- Европейский журнал операционных исследований
- Анналы исследований операций
Смотрите также
- APICS
- Сравнительный анализ
- Управление бизнес-процессами
- Отображение бизнес-процессов
- Причинно-следственный анализ
- Управление изменениями
- Анализ видов и последствий отказов
- Промышленные технологии
- Программное обеспечение для управления запасами
- Национальный институт промышленной инженерии
- Показатели эффективности
- Управление проектом
- Управление производством проекта
- Разработка требований
- Анализ причин
- Silver – Meal эвристика
- Иерархическая структура работ
Рекомендации
- ^ OperationsAcademia.org: новейшие исследования PhD в области исследований операций / управления и смежных дисциплин Проверено 22 октября, 2016
- ^ "Что такое управление операциями?". TopMBA.com. 2014-04-30. Получено 2018-12-02.
- ^ Великие операции: что такое управление операциями В архиве 2016-10-07 в Wayback Machine Проверено 3 июля, 2013 г.
- ^ а б Р. Б. Чейз, Ф. Джейкобс, Н. Аквилано, Операционный менеджмент: для конкурентных преимуществ, McGraw-Hill 2007
- ^ Краевский, Л.Дж., Ритцман, Л.П., Малхорта, М.Дж. (2013). Управление операциями: процессы и цепочки поставок. 10-е изд., Пирсон. ISBN 978-0-13-280739-5.CS1 maint: несколько имен: список авторов (связь)
- ^ Фридрик Клемм, История западных технологий, Сыновья Чарльза Скрибнера 1959 г. в Д. А. Рене и А. Г. Бедейне, Эволюция управленческой мысли, Wiley 2009
- ^ Ксенофонт, Cyropedia, Книга VIII, Delphi Classics
- ^ Д. А. Рен и А.Г. Бедеян, Эволюция управленческой мысли, Wiley 2009
- ^ Фиск, Дональд М. (30 января 2003 г.). «Американский лейборист в ХХ веке» (PDF).
- ^ Генри Форд, Сегодня и завтра, Нью-Йорк, 1926 год.
- ^ Белл, Дэниел (1973). Приход постиндустриального общества: предприятие в области социального прогнозирования. Нью-Йорк: Основные книги. ISBN 978-0465012817.
- ^ Тейлор, Фредерик Уинслоу (1896 г.), Система сдельной ставки, прочитанная перед Американским обществом инженеров-механиков http://wps.prenhall.com/wps/media/objects/107/109902/ch17_a3_d2.pdf
- ^ Тейлор, Ф. В., Об искусстве резки металлов, Американское общество инженеров-механиков (1906).
- ^ Тейлор, Ф. В., Управление цехом (1903 г.), руководство, прочитанное перед Американским обществом инженеров-механиков, Нью-Йорк (оно было переиздано в 1911 г. https://archive.org/details/shopmanagement00taylgoog )
- ^ Тейлор, Фредерик Уинслоу (1911). Принципы научного менеджмента. Нью-Йорк, Нью-Йорк, США и Лондон, Великобритания: Harper & Brothers. LCCN 11010339. OCLC 233134. Также доступно от Project Gutenberg.
- ^ Фрэнк Банкер Гилбрет, Лилиан Моллер Гилбрет (1921) Графики процессов. Американское общество инженеров-механиков.
- ^ а б Харрис, Форд В. (1990) [Перепечатка с 1913 года]. "Сколько деталей сделать одновременно" (PDF). Исследование операций. ИНФОРМАЦИЯ. 38 (6): 947–950. Дои:10.1287 / opre.38.6.947. JSTOR 170962. Получено 21 ноя, 2012.
- ^ Шухарт, Уолтер Эндрю, Экономический контроль качества выпускаемой продукции, 1931, Нью-Йорк: D. Van Nostrand Company. С. 501 с .. ISBN 0-87389-076-0 (издание 1-е). LCCN 132090. OCLC 1045408. LCC TS155 .S47.
- ^ а б Д.К. Монтгомери, Статистический контроль качества: современное введение, 7 издание 2012 г.
- ^ H.B. Мэйнард, Дж.Л. Шваб, Г.Дж. Стегемертен, Методы измерения времени, Макгроу-Хилл, 1948 г. http://www.library.wisc.edu/selectedtocs/ca1794.pdf
- ^ Канторович Л. В. Математические методы организации и планирования производства. Управление, 1960 [англ. Пер. С 1939 г.]
- ^ Тайити Оно, Производственная система Toyota, Производительность Pres 1988
- ^ Дж. Н. Эдвардс, MRP и канбан-американский стиль, Протоколы 26-й конференции APICS, стр. 586-603, 1983 г.
- ^ Файгенбаум, Арман Валлин (1961), Полный контроль качества, МакГроу-Хилл, OCLC 250573852
- ^ Р. Дж. Шнонбергер, Японские методы производства: девять скрытых уроков простоты, Нью-Йорк, 1982 г.
- ^ а б R.B. Grubbström, Моделирование производственных возможностей - исторический обзор, Int. J. Экономика производства 1995 г.
- ^ Орликли, Планирование требований к материалам, McGraw-Hill 1975
- ^ Левитт, Теодор (1972). «Производственно-линейный подход к услугам». Harvard Business Review. 50 (4): 41–52.
- ^ Любовь, Джон Ф. (1986). Макдональдс: За арками. Нью-Йорк: Бантам. ISBN 0-553-34759-4.
- ^ Бирла, Мадан (2007). FedEx осуществляет доставку. Нью-Йорк: Вили.
- ^ Фишман, Чарльз (2006). Эффект Валь-Мар. Нью-Йорк: Penquin Books.
- ^ «14 необычных фактов об Amazon, которых вы не знали».
- ^ М.Хаммер, Дж. Чэмпи, Reengineering the Corporation: A Manifesto for Business Revolution, Harper Business 1993
- ^ Womack, Джонс, Роос, Машина, изменившая мир, Free Press, 1990
- ^ а б A. Portioli, A.Pozzetti, Progettazione dei sistemi produttivi, Hoepli 2003
- ^ Примечание: эта классификация очень старая, но она подвергалась обновлению по мере развития производственных систем на протяжении 20-го века, для полной картины обратитесь к недавним текстам.
- ^ J.C. Wortmann, Глава: «Схема классификации для основного производственного графика», в Эффективности производственных систем, К. Берг, Д. Френч и Б. Уилсон (редакторы) Нью-Йорк, Plenum Press 1983
- ^ Роджер В. Шменнер, «Как сервисные предприятия могут выжить и процветать?», Sloan Management Review, vol. 27, нет. 3 января 1986 г. http://umairbali.ekalaam.com/Business%20Process%20Workflow%20Analysis/Week6/SMR-ServiceBusiness.pdf В архиве 2013-11-13 в Wayback Machine
- ^ «Как делают синие джинсы - материал, производство, изготовление, история, использование, процедура, этапы, продукт, машина». madehow.com.
- ^ Т. Хилл, Стратегия производства - текст и примеры, 3-е изд. Мак-Гроу Хилл 2000
- ^ Грандо А., Organizzazione e Gestione della Produzione Industriale, Egea 1993
- ^ Тафт, Э. У. «Самая экономичная производственная партия». Железный век 101,18 (1918): 1410-1412.
- ^ В. Хопп, М. Спирмен, Заводская физика, 3-е изд. Waveland Press, 2011 г.
- ^ «Заводская физика для менеджеров», Э. С. Паунд, Дж. Х. Белл и М. Л. Спирман, McGraw-Hill, 2014 г., стр. 47
- ^ «Новая эра реализации проектов - проект как производственная система», Р. Г. Шеной и Т. Р. Забелле, Журнал управления производством проектов, том 1, стр. Ноябрь 2016 г., стр. 13-24 https://www.researchgate.net/publication/312602707_New_Era_of_Project_Delivery_-_Project_as_Production_System
- ^ «Сектор услуг: как его лучше всего измерить?». Архивировано из оригинал на 03.12.2010.
- ^ Фитцсиммонс, Дж., Фитцсиммонс, М. и Бордолои, С. (2014). Управление услугами: операции, стратегия и технологии. 8-е, Нью-Йорк: Макгроу-Хилл. ISBN 978-0-07-802407-8.CS1 maint: несколько имен: список авторов (связь) CS1 maint: location (связь)
- ^ Хайзер, Джей; Рендер, Барри (2011). Управление операциями. 10-е изд. Река Аппер Сэдл, Нью-Джерси: Прентис-Холл. ISBN 978-0-13-611941-8.CS1 maint: location (связь)
- ^ Джонстон, Роберт; Кларк, Грэм; Шулвер, Майкл (2012). Сервисные операции: управление: улучшение предоставления сервисных услуг (Четвертое изд.). Лондон, Англия: Пирсон. ISBN 978-0-273-74048-3.
- ^ Бурнетас А.Н. и М. Н. Катехакис (1993) .. "О последовательности двух типов задач на одном процессоре при неполной информации", Вероятность в технических и информационных науках, 7 (1), 85-0119.
- ^ Зипкин Пол Х., Основы управления запасами, Бостон: McGraw Hill, 2000, ISBN 0-256-11379-3
- ^ Катехакис М.Н. и К. Дерман (1989). «Об обслуживании систем, состоящих из высоконадежных компонентов», Management Science, 6 (5): 16-28.
- ^ «Архивная копия» (PDF). Архивировано из оригинал (PDF) на 2013-05-27. Получено 2012-07-17.CS1 maint: заархивированная копия как заголовок (связь)
{kind=link}
{kind=link}
дальнейшее чтение
- Дэниел Рен, Эволюция управленческой мысли, 3-е издание, New York Wiley 1987.
- В. Хопп, М. Спирмен, Заводская физика, 3-е изд. Waveland Press, 2011 г. онлайн (Часть 1 содержит как описание, так и критическую оценку исторического развития месторождения).
- Р. Б. Чейз, Ф. Р. Джейкобс, Н. Дж. Акилано, Управление операциями для достижения конкурентных преимуществ, 11-е издание, McGraw-Hill, 2007.
- Аскин, Р.Г., К.Р. Стэндридж, Моделирование и анализ производственных систем, Джон Уайли и сыновья, Нью-Йорк, 1993.
- Дж. А. Бузакотт, Дж. Г. Шантикумар, Стохастические модели производственных систем, Прентис Холл, 1993.
- Д. К. Монтгомери, Статистический контроль качества: современное введение, 7-е издание, 2012 г.
- Р. Г. Полуха: Квинтэссенция управления цепочками поставок: что вам действительно нужно знать для управления процессами в сфере закупок, производства, складирования и логистики (серия Quintessence). Первое издание. Springer Heidelberg New York Dordrecht London 2016. ISBN 978-3662485132.
| По типу организации | |||||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| По фокусу (в пределах организация) |
| ||||||||||||||||||
| Управление позиции | |||||||||||||||||||
| Методы и подходы | |||||||||||||||||||
| Управленческие навыки и мероприятия | |||||||||||||||||||
| Пионеры и ученые | |||||||||||||||||||
| Образование | |||||||||||||||||||
| Другой |
| ||||||||||||||||||